英语
英语 德语
德语 阿拉伯语
阿拉伯语محتوى
- 1 المطروقات من الصلب الكربوني: العمود الفقري للصناعة
- 2 المطروقات من سبائك الصلب: أداء معزز من خلال الكيمياء
- 3 المطروقات من الفولاذ المقاوم للصدأ: مقاومة التآكل تحت الحمل الميكانيكي
- 4 المطروقات الفولاذية للأدوات: صلابة شديدة لتطبيقات التشكيل والقطع
- 5 المطروقات الفولاذية ذات السبائك الدقيقة: كفاءة الشكل القريب من الشبكة بدون معالجة حرارية
- 6 المطروقات الفولاذية القائمة على النيكل والمقاومة للحرارة للبيئات القاسية
- 7 كيف تؤثر عملية تزوير الفولاذ على خصائص المواد حسب نوع الفولاذ
- 8 اختيار درجة تزوير الفولاذ المناسبة: إطار عمل عملي
- 9 استخدام درجة تزوير الفولاذ الخاصة بالصناعة
- 10 معايير الجودة واختبار المطروقات الفولاذية
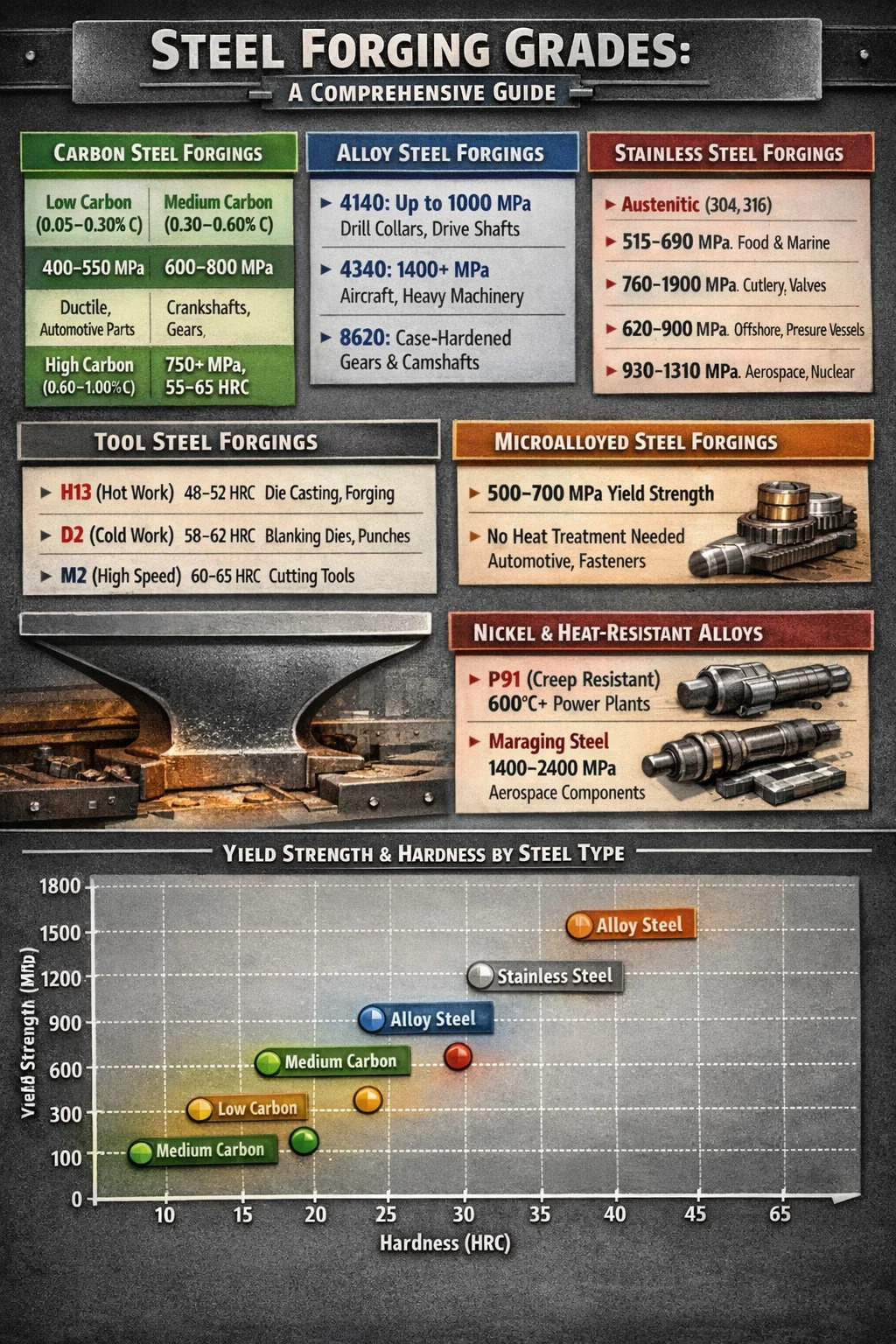
تزوير الصلب هي واحدة من أقدم عمليات تشغيل المعادن وأكثرها موثوقية في التصنيع. الإجابة المختصرة على أنواع الفولاذ المطروق الموجودة: الفولاذ الكربوني، وسبائك الفولاذ، والفولاذ المقاوم للصدأ، وفولاذ الأدوات، والفولاذ المصنوع من سبائك دقيقة هي الفئات الخمس الأساسية المستخدمة في تزوير الفولاذ الصناعي. يخدم كل نوع متطلبات ميكانيكية وبيئية مختلفة، واختيار النوع الخاطئ يمكن أن يؤدي إلى فشل مبكر، أو مخاطر على السلامة، أو تجاوزات غير ضرورية في التكاليف.
يغطي هذا التفصيل كل فئة بعمق - ما الذي يجعلها مختلفة، وأين تقدم أداءً أفضل، وكيف تبدو الأرقام فعليًا عند مقارنة قوة الخضوع والصلابة ونطاق التطبيق.
المطروقات من الصلب الكربوني: العمود الفقري للصناعة
يمثل الفولاذ الكربوني غالبية إنتاج تزوير الفولاذ على مستوى العالم. يتم تصنيفها إلى ثلاث مجموعات فرعية على أساس محتوى الكربون، ونسبة الكربون هذه لها تأثير مباشر وقابل للقياس على القوة والصلابة والليونة.
فولاذ منخفض الكربون (0.05% – 0.30% درجة مئوية)
المطروقات الفولاذية منخفضة الكربون عالية المرونة وسهلة التشكيل. تتراوح قوة الشد عادة من 400 إلى 550 ميجا باسكال. تُستخدم هذه المطروقات بشكل شائع في المكونات الهيكلية وأجزاء جسم السيارة ومسامير الأغراض العامة. إنها لا تستجيب بشكل جيد للمعالجة الحرارية للتصلب ولكن يتم لحامها وتشكيلها بسهولة.
فولاذ كربوني متوسط (0.30% – 0.60% ج)
هذا هو النطاق الأكثر تزويرًا على نطاق واسع. توفر درجات الكربون المتوسطة مثل AISI 1040 وAISI 1045 توازنًا قويًا بين القوة والمتانة. يمكن للمعالجة الحرارية أن تدفع قوة الخضوع إلى ما يزيد عن 600 ميجا باسكال. تشمل التطبيقات أعمدة الكرنك، وقضبان التوصيل، والمحاور، والتروس، ومكونات السكك الحديدية. يمكن القول إن AISI 1045 هي درجة المطروقات المصنوعة من الفولاذ الكربوني المتوسط الأكثر شيوعًا في الهندسة الميكانيكية العامة.
فولاذ عالي الكربون (0.60% – 1.00% درجة مئوية)
توفر المطروقات عالية الكربون صلابة فائقة ومقاومة للتآكل ولكنها أكثر هشاشة ويصعب التعامل معها. يتم استخدامها للينابيع وأدوات القطع والحبال السلكية وفولاذ السكك الحديدية. تصل قيم الصلابة بشكل روتيني إلى 55-65 HRC بعد المعالجة الحرارية المناسبة، مما يجعلها غير مناسبة للتطبيقات شديدة التأثير دون دراسة التصميم بعناية.
المطروقات من سبائك الصلب: أداء معزز من خلال الكيمياء
تحتوي المطروقات المصنوعة من سبائك الصلب على إضافات متعمدة من الكروم أو الموليبدينوم أو النيكل أو الفاناديوم أو المنغنيز بما يتجاوز الكميات الموجودة في الفولاذ الكربوني. تعمل هذه الإضافات على تعديل الصلابة والمتانة عند درجات الحرارة المرتفعة ومقاومة التعب والتآكل. يتراوح إجمالي محتوى عنصر السبائك عادة بين 1% و5%.
تشمل درجات تزوير سبائك الفولاذ الأكثر شيوعًا ما يلي:
- 4140 (فولاذ الكروم-مو): قوة الشد تصل إلى 1000 ميجا باسكال في حالة التسقية والمخففة. يستخدم في أطواق حفر النفط والغاز، ومكونات الدفاع، وأعمدة قيادة السيارات.
- 4340 (فولاذ Ni-Cr-Mo): واحدة من أقوى سبائك الفولاذ شائعة الاستخدام، مع قوة شد تتجاوز 1400 ميجاباسكال يمكن تحقيقها من خلال المعالجة الحرارية. توجد في معدات هبوط الطائرات، وأعمدة الكرنك للخدمة الشاقة، وأعمدة المحاور عالية الأداء.
- 8620: درجة تصلب الهيكل شائعة في التروس وأعمدة الكامات حيث تكون هناك حاجة إلى قلب صلب وسطح صلب في نفس الوقت.
- EN36 و EN24: شائع في المواصفات البريطانية/الأوروبية للمطروقات الهندسية الثقيلة مثل أعمدة التوربينات ومكونات المحطات النووية.
إن ميزة تزوير سبائك الفولاذ على الفولاذ الكربوني هي عمق الصلابة. يمكن تصلب شريط 4140 بقطر 100 مم إلى بنية مجهرية موحدة، في حين أن الفولاذ الكربوني العادي من نفس القطر سيُظهر انخفاضًا ملحوظًا في الصلابة من السطح إلى القلب.
المطروقات من الفولاذ المقاوم للصدأ: مقاومة التآكل تحت الحمل الميكانيكي
تحتوي المطروقات المصنوعة من الفولاذ المقاوم للصدأ على ما لا يقل عن 10.5% من الكروم من حيث الوزن، والذي يشكل طبقة أكسيد سلبية تقاوم الأكسدة والتآكل. تعمل عملية الحدادة على تحسين البنية الحبيبية للفولاذ المقاوم للصدأ بطريقة لا يمكن للصب تكرارها، مما يؤدي إلى إنتاج مكونات ذات قوة إجهاد فائقة ومتانة تأثير.
العائلات الرئيسية المستخدمة في تزوير الفولاذ المقاوم للصدأ هي:
| العائلة | الدرجات المشتركة | قوة الشد النموذجية | تطبيق المفتاح |
|---|---|---|---|
| الأوستنيتي | 304، 316، 321 | 515-690 ميجا باسكال | المعالجة الكيميائية والمعدات الغذائية والبحرية |
| مارتنسيتي | 410، 420، 440ج | 760-1900 ميجا باسكال | أدوات المائدة والصمامات وأعمدة المضخات والأدوات الجراحية |
| دوبلكس | 2205، 2507 | 620-900 ميجا باسكال | النفط البحري، تحلية المياه، أوعية الضغط |
| تصلب هطول الأمطار | 17-4 ف، 15-5 ف | 930-1310 ميجا باسكال | الفضاء الجوي والنووي والصمامات عالية الأداء |
يهيمن تزوير الفولاذ المقاوم للصدأ 316L بشكل خاص في الصناعات الدوائية ومعالجة الأغذية لأن المحتوى المنخفض من الكربون يقلل من خطر التحسس أثناء اللحام، كما أن إضافة الموليبدينوم (2-3٪) تعمل بشكل كبير على تحسين مقاومة التنقر في بيئات الكلوريد. توفر الطبقة المزدوجة 2205 تقريبًا ضعف قوة الإنتاج 316L، عند حوالي 450 ميجا باسكال كحد أدنى، مما يسمح بتصميمات جدران أرق وتقليل وزن المكونات دون المساس بعمر الخدمة.
المطروقات الفولاذية للأدوات: صلابة شديدة لتطبيقات التشكيل والقطع
تم تصميم فولاذ الأدوات خصيصًا للحفاظ على صلابته وشكله تحت الضغط الميكانيكي الشديد والتآكل والحرارة. عندما يتم إنتاجها من خلال عملية الحدادة، فإن فولاذ الأدوات يطور بنية حبيبية موحدة ومنقحة تدوم بشكل كبير أكثر من البدائل المصبوبة أو المدرفلة في تطبيقات الأدوات الصعبة.
يتم تجميع المطروقات الفولاذية للأدوات حسب نظام تصنيف AISI:
- سلسلة H (أداة العمل الساخن الفولاذية): تم تصميم درجات مثل H13 وH11 لمقاومة التليين عند درجات حرارة أعلى من 500 درجة مئوية. H13 هو المعيار العالمي لقوالب الصب وأدوات البثق والطرق الساخنة نفسها. إنه يحقق 48-52 HRC بعد المعالجة الحرارية مع الحفاظ على الصلابة الكافية للبقاء على قيد الحياة أثناء التدوير الحراري المتكرر.
- سلسلة D (العمل البارد، الكروم العالي): يحتوي D2 على ما يقرب من 12% كروم و1.5% كربون، مما يمنحه مقاومة استثنائية للتآكل في درجة حرارة الغرفة. يتم استخدامه لتقطيع القوالب، وتشكيل الأدوات، واللكمات حيث تكون دقة الأبعاد خلال عمليات الإنتاج العالية جدًا أمرًا بالغ الأهمية.
- سلسلة M (فولاذ عالي السرعة): تحتفظ M2 وM42 بحداثتها عند درجات الحرارة التي قد تفقد فيها أدوات الفولاذ الكربوني كل صلابتها. مزيج التنغستن والموليبدينوم والكوبالت يمنح M42 ميزة الصلابة الساخنة التي تجعله لا يمكن استبداله في لقم الثقب والصنابير وقواطع الطحن والدبابيس.
- سلسلة P (القالب الفولاذي): تم تصميم P20 لقوالب حقن البلاستيك، وهو أحد أكثر قوالب الفولاذ المطروقة استخدامًا. يتم توفيره عادةً في حالة تصلب مسبقًا عند 28-34 HRC، مما يلغي الحاجة إلى المعالجة الحرارية بعد التشغيل الآلي.
تتطلب عملية تشكيل الفولاذ التحكم الدقيق في درجة الحرارة. على سبيل المثال، يجب أن يتم تشكيل H13 بين 1010 درجة مئوية و1150 درجة مئوية ويجب تبريده ببطء بعد التشكيل لتجنب التشقق. تؤدي ممارسة الحدادة غير الصحيحة إلى ظهور إجهاد متبقي وشبكات كربيد خشنة تقلل بشكل كبير من المتانة.
المطروقات الفولاذية ذات السبائك الدقيقة: كفاءة الشكل القريب من الشبكة بدون معالجة حرارية
يمثل الفولاذ ذو السبائك الدقيقة - والذي يُطلق عليه أيضًا فولاذ HSLA (سبائك عالية القوة ومنخفضة) في سياقات الحدادة - حلاً هندسيًا حديثًا يجمع بين قابلية تشكيل الفولاذ الكربوني ومستويات القوة التي كانت تتطلب سابقًا سبائك الصلب والمعالجة الحرارية بعد التشكيل. الإضافات الرئيسية هي الفاناديوم (0.05–0.15%)، والنيوبيوم (0.02–0.05%)، والتيتانيوم، بكميات صغيرة جدًا تترسب على شكل كربيدات دقيقة ونيتريدات أثناء التبريد المتحكم فيه.
الميزة التجارية الرئيسية هي أن المطروقات الفولاذية ذات السبائك الدقيقة يمكن أن تحقق قوة إنتاج تتراوح بين 500-700 ميجا باسكال دون التبريد والتلطيف، مما يلغي خطوة كبيرة من حيث التكلفة والوقت في دورة الإنتاج. لقد اعتمد مصنعو السيارات على نطاق واسع درجات من السبائك الدقيقة لتوصيل القضبان وأعمدة الكرنك ومفاصل التوجيه لهذا السبب بالضبط.
تشمل درجات الحدادة الشائعة ذات السبائك الدقيقة 38MnVS6، و46MnVS3، وSAE 1548V. تم تصميم هذه الدرجات بحيث تحقق عملية الحدادة وتبريد الهواء المتحكم فيه لاحقًا الخواص الميكانيكية النهائية في دورة حرارية واحدة، لتحل محل عمليتين منفصلتين للفرن. في عمليات تشكيل السيارات ذات الحجم الكبير، يُترجم هذا إلى توفير الطاقة بنسبة تصل إلى 30% لكل جزء مقارنة بطرق التبريد والتهدئة.
أحد القيود هو أن الفولاذ ذو السبائك الدقيقة له نوافذ عملية أضيق من الفولاذ السبائكي التقليدي. يجب التحكم بعناية في درجة حرارة التشطيب النهائية - عادةً ما بين 900 درجة مئوية و1050 درجة مئوية - لضمان تصلب الترسيب المناسب أثناء التبريد. أي انحراف عن البنية المجهرية المستهدفة يؤدي إلى خواص ميكانيكية غير متوقعة ورفض محتمل لعمليات الحدادة بأكملها.
المطروقات الفولاذية القائمة على النيكل والمقاومة للحرارة للبيئات القاسية
بالإضافة إلى التصنيفات القياسية، توجد فئة متخصصة من المطروقات الفولاذية المقاومة للحرارة والمحملة بالنيكل للتطبيقات التي تتجاوز فيها درجات حرارة التشغيل ما يمكن أن تتحمله سبائك الفولاذ التقليدية. وتشمل هذه الدرجات المقاومة للزحف لتوليد الطاقة وأقراص التوربينات الفضائية، بالإضافة إلى الفولاذ المتأرجح للتطبيقات الهيكلية فائقة القوة.
المطروقات الفولاذية المقاومة للزحف
تُستخدم درجات مثل P91 (9Cr-1Mo-V) وP92 على نطاق واسع في رؤوس البخار المطروقة، وأجسام الصمامات، وأغلفة التوربينات في محطات توليد الطاقة بالفحم والغاز التي تعمل عند درجات حرارة أعلى من 600 درجة مئوية. تم تصميم المطروقات P91 لمقاومة الزحف - التشوه البطيء المعتمد على الوقت تحت الحمل المستمر عند درجة حرارة عالية - مع حد أدنى لعمر التمزق الزحف يصل إلى 100000 ساعة في ظروف التشغيل. كما يوفر محتواها من الكروم مقاومة للأكسدة لا يمكن أن يضاهيها الفولاذ الكربوني العادي عند درجة حرارة أعلى من 450 درجة مئوية.
ماراجينج ستيل
يحتوي الفولاذ الماراجينج على 18% من النيكل ونسبة منخفضة جدًا من الكربون، مما يستمد قوته القصوى — يمكن تحقيق قوة إنتاجية تتراوح من 1400 إلى أكثر من 2400 ميجا باسكال — من ترسيب المركبات المعدنية أثناء المعالجة الحرارية للشيخوخة. يتم استخدام المكونات الفولاذية المزخرفة في علب محركات الصواريخ الفضائية، ومعدات اعتقال الطائرات، والأدوات فائقة القوة. على الرغم من قوتها، فإنها تظل قوية إلى حد معقول ويمكن تشكيلها قبل التعتيق بينما لا تزال في حالة ناعمة نسبيًا.
كيف تؤثر عملية تزوير الفولاذ على خصائص المواد حسب نوع الفولاذ
تتفاعل عملية الحدادة نفسها - سواء كانت قالبًا مفتوحًا، أو قالبًا مغلقًا، أو دحرجة حلقية، أو تشكيل متساوي الحرارة - بشكل مختلف مع كل نوع من أنواع الفولاذ. يساعد فهم هذه التفاعلات في تفسير سبب عدم إمكانية الفصل بين اختيار المواد واختيار العملية.
في عملية تشكيل الفولاذ بالقالب المغلق، يتم تطبيق قوى تشوه عالية على قطعة معدنية محصورة، مما يؤدي إلى إنتاج أجزاء شبه شبكية مع تدفق حبيبي مستمر يتبع هندسة المكونات. يعد تدفق الحبوب هذا مسؤولاً عن ميزة مقاومة التعب والتأثير التي تحتفظ بها المطروقات على مخزون القضبان أو المسبوكات المُشكَّلة. يقوم قضيب التوصيل المصنوع من مخزون القضبان بمقاطعة تدفق الحبوب على كل سطح مُشكل آليًا؛ يحافظ قضيب التوصيل المطروق على استمرارية الحبوب دون انقطاع من النهاية إلى النهاية.
يختلف نطاق درجة حرارة الحدادة بشكل كبير بين أنواع الفولاذ:
- الفولاذ الكربوني والسبائك المنخفضة: عادة 1100 درجة مئوية - 1250 درجة مئوية للتزوير الساخن
- الفولاذ المقاوم للصدأ (الأوستنيتي): 1100 درجة مئوية – 1200 درجة مئوية، مع تبريد أبطأ لتجنب التحسس
- فولاذ الأدوات: 1010 درجة مئوية - 1150 درجة مئوية مع التبريد البطيء الإلزامي في الفرن أو الوسط العازل
- الفولاذ الماراج: 1100 درجة مئوية – 1200 درجة مئوية، يتقادم بعد التشكيل عند 480 درجة مئوية لمدة 3-6 ساعات
- دوبلكس غير القابل للصدأ: 1100 درجة مئوية - 1180 درجة مئوية، يليها التبريد المائي للحفاظ على توازن الطور
يكتسب الحدادة الدافئة - التي يتم إجراؤها بين 650 درجة مئوية و950 درجة مئوية تقريبًا - قوة جذب للفولاذ متوسط الكربون والدرجات ذات السبائك الدقيقة التي تتطلب تفاوتات أبعاد أكثر صرامة مما يمكن أن يحققه الحدادة على الساخن، دون متطلبات قوة الضغط الشديدة للتزوير على البارد. يحقق التشكيل على البارد للفولاذ، المخصص عادةً للدرجات منخفضة الكربون، أفضل تشطيب للسطح ودقة الأبعاد ولكنه يتطلب ضغوط حدادة أعلى بكثير.
اختيار درجة تزوير الفولاذ المناسبة: إطار عمل عملي
يتطلب اختيار درجة الفولاذ المطروقة الصحيحة تحقيق التوازن بين عدة عوامل متنافسة. لا توجد درجة واحدة تعمل على تحسين جميع الخصائص في وقت واحد. يجسد الإطار التالي متغيرات القرار الأكثر صلة بالتطبيقات الصناعية:
- المتطلبات الميكانيكية: حدد الحد الأدنى من قوة الخضوع والصلابة وطاقة التأثير (قيم شاربي) وعمر الكلال. يؤدي هذا إلى تضييق الفئة على الفور - إذا كنت بحاجة إلى قوة إنتاج تبلغ 1200 ميجاباسكال، فسيتم التخلص من الفولاذ الكربوني؛ إذا كان 400 ميجا باسكال كافيًا، فإن سبائك الفولاذ تعتبر تكلفة غير ضرورية.
- التعرض البيئي: تعمل بيئات الكلوريد على التخلص من معظم الفولاذ الكربوني والسبائك المنخفضة ما لم يتم تغليفها. تمنع درجة حرارة التشغيل المرتفعة الفولاذ الكربوني من الوصول إلى ما يزيد عن 400 درجة مئوية تقريبًا وتتطلب درجات مقاومة للزحف تحتوي على الكروم.
- حجم القسم والصلابة: تحتاج المطروقات ذات المقطع العرضي الكبير (التي يزيد قطرها عن 100 مم) في الخدمة الحرجة إلى درجات من سبائك الفولاذ ذات صلابة كافية لتحقيق خصائص موحدة من خلال القسم. سيكون للفولاذ الكربوني غلاف صلب ونواة ناعمة في أقسام سميكة.
- قابلية التشغيل الآلي والمعالجة النهائية: إذا اتبعت عملية تصنيع واسعة النطاق عملية تزوير، فإن الدرجات المضاف إليها الكبريت لخصائص المعالجة الحرة تقلل من وقت الدورة، على الرغم من التضحية ببعض المتانة العرضية.
- الحجم والتكلفة: بالنسبة لأحجام الإنتاج العالية جدًا، فإن الدرجات ذات السبائك الدقيقة التي تمنع المعالجة الحرارية بعد التشكيل توفر تخفيضات كبيرة في التكلفة. بالنسبة للأجزاء المتخصصة ذات الدفعات الصغيرة، تكون تكلفة المعالجة الحرارية جزءًا أصغر من إجمالي تكلفة القطعة، لذا فإن درجات السبائك عالية الأداء تكون أكثر جدوى.
من الناحية العملية، يتبع معظم المهندسين رموز التصميم المعمول بها مثل ASME أو EN 10250 أو ASTM A668 التي تحدد المواد المسموح بها لفئات خدمة محددة. تعمل هذه الرموز على تضييق الاختيار إلى قائمة قصيرة من درجات تزوير الفولاذ المؤهلة التي تم التحقق من صحتها لظروف الخدمة ذات الصلة من خلال عقود من الخبرة الميدانية والاختبارات الموحدة.
استخدام درجة تزوير الفولاذ الخاصة بالصناعة
لقد تقاربت القطاعات المختلفة على مواد تزوير الفولاذ المفضلة بناءً على عقود من بيانات الأداء والمتطلبات التنظيمية. يوفر فهم معايير الصناعة هذه نقطة انطلاق عملية لعمل المواصفات.
السيارات تزوير الصلب
يستهلك قطاع السيارات أكبر حجم من المطروقات الفولاذية على مستوى العالم. يتم تصنيع أعمدة الكرنك في سيارات الركاب في الغالب من الفولاذ ذو السبائك الدقيقة متوسطة الكربون (38MnVS6) أو الفولاذ المقاوم للحرارة 1045. تستخدم أعمدة الكرنك للشاحنات الثقيلة الفولاذ 4340 أو ما شابه ذلك من سبائك النيكل والكروم والموليبدينوم لأداء الكلال الفائق عند مخرجات محددة أعلى. لقد تحولت قضبان التوصيل بشكل كبير إلى تصميمات مقسمة للكسر باستخدام الفولاذ عالي الكربون C70S6، والذي يسمح بكسر الغطاء بعد تزويره ثم إعادة تجميعه بدقة غير عادية - التخلص من عمليات التشغيل الآلي وتقليل تكلفة إنتاج قضبان التوصيل بحوالي 15-20% مقارنة بالطحن والطحن التقليدي.
المطروقات الصلب للنفط والغاز
بيئات الخدمة الحامضة - حيث يوجد كبريتيد الهيدروجين - تفرض متطلبات صارمة بشكل خاص على تشكيل الفولاذ. يحكم NACE MR0175/ISO 15156 اختيار المواد للخدمة الحامضة، ويحد من الصلابة إلى 22 HRC كحد أقصى لمعظم الفولاذ الكربوني والسبائك المنخفضة لمنع التشقق الناتج عن إجهاد الكبريتيد. تعتبر F22 (2.25Cr-1Mo) وF5 (5Cr-0.5Mo) من درجات تزوير السبائك القياسية لأجسام الصمامات والفلنجات في تطبيقات رؤوس الآبار وخطوط الأنابيب ذات درجة الحرارة العالية والضغط العالي.
المطروقات الفولاذية الفضائية
تعد مكونات معدات الهبوط من بين المطروقات الفولاذية الأكثر تطلبًا من الناحية الهيكلية. يعتبر الفولاذ 300M (وهو 4340 معدل مع إضافات السيليكون والفاناديوم) هو المادة السائدة في معدات الهبوط، حيث يحقق قوة شد تبلغ 1930 ميجا باسكال أو أعلى. AerMet 100 وغيره من الفولاذ فائق القوة يدفع قوة الشد إلى ما يزيد عن 1965 ميجا باسكال مع تحسين صلابة الكسر مقارنة بالدرجات العالية القوة السابقة. تخضع كل عملية تزوير في مجال الطيران إلى اختبار بالموجات فوق الصوتية بنسبة 100% وغالبًا ما يتم فحص الجسيمات المغناطيسية، مع إمكانية التتبع لإذابة الحرارة ومجموعة الحدادة المطلوبة.
توليد الطاقة والمطروقات النووية
تزن المطروقات الدوارة الكبيرة للتوربينات ما بين 5 و200 طن ويتم إنتاجها من الفولاذ منخفض السبائك مثل 26NiCrMoV11-5 أو 30CrMoNiV5-11. تتطلب هذه المطروقات مستويات كبريت وفوسفور يتم التحكم فيها بإحكام (عادة أقل من 0.005% لكل منهما) لضمان صلابة عالية عند درجة حرارة تشغيل التوربين. تستخدم مطروقات أوعية ضغط المفاعل النووي A508 Grade 3 (أي ما يعادل 20MnMoNi4-5 في المعايير الأوروبية)، وهي درجة ذات تاريخ طويل من التحقق التنظيمي ووثائق واسعة النطاق لصلابة Charpy وصلابة الكسر التي تتطلبها قوانين السلامة النووية.
معايير الجودة واختبار المطروقات الفولاذية
بغض النظر عن درجة تشكيل الفولاذ، فإن ضمان الجودة يتبع نمطًا ثابتًا تحكمه المعايير الدولية. تشمل المعايير الأكثر مرجعية للمطروقات الفولاذية ASTM A668 (المطروقات العامة من سبائك الصلب)، وASTM A182 (فلنجات ووصلات سبائك الصلب)، وEN 10250 (المطروقات الفولاذية ذات القالب المفتوح للهندسة العامة)، وAPI 6A (معدات رأس البئر وشجرة عيد الميلاد).
تشمل اختبارات الجودة القياسية للمكونات الفولاذية المطروقة ما يلي:
- الاختبارات الميكانيكية: الشد، والإنتاج، والاستطالة، وتقليل المساحة، وتأثير شاربي (عند درجات حرارة محددة تصل إلى -196 درجة مئوية في بعض التطبيقات المبردة)
- التحقق من الصلابة: يتم فحص صلابة برينل (HBW) على المقاطع العرضية التمثيلية، وأحيانًا تعبر الصلابة لتأكيد التصلب
- اختبار الموجات فوق الصوتية (UT): فحص حجمي بنسبة 100% للعيوب تحت السطح، مع الإشارة إلى معايير القبول لأحجام الفتحات المسطحة المكافئة التي تتراوح عادةً من FBH 2 مم إلى FBH 6 مم اعتمادًا على المواصفات
- التحقق من التركيب الكيميائي: تحليل المغرفة والمنتج لتأكيد التوافق مع الدرجة، وغالبًا ما يكون ذلك مع فرض قيود أكثر صرامة على العناصر المتبقية مما يتطلبه المعيار الأساسي
- الفحص الكلي والجزئي: حفر المقطع العرضي للكشف عن تدفق الحبوب، والفصل، والسلامة الداخلية؛ الفحص المعدني لحجم الحبوب وتأكيد البنية المجهرية
يجب التخلص من المطروقات التي تفشل في اختبار الموجات فوق الصوتية بعد المعالجة الحرارية أو إعادة معالجتها - لا يوجد خيار لإصلاح العيوب الداخلية في المطروقات الصلبة. وهذا يجعل اختيار قضبان الفولاذ النظيفة المفرغة من الغاز والتحكم الدقيق في العملية أثناء عملية التشكيل أمرًا بالغ الأهمية لتحقيق عوائد مقبولة، لا سيما في المطروقات الفولاذية الكبيرة من سبائك الفولاذ لتطبيقات الطاقة والدفاع.