英语
英语 德语
德语 阿拉伯语
阿拉伯语محتوى
- 1 ما هو تزوير الفولاذ وكيف تتم العملية
- 2 الطرق الرئيسية لتزوير الفولاذ ومتى يتم استخدام كل منها
- 3 خطوة بخطوة: كيف يتم تزوير الفولاذ عمليًا
- 4 درجات الفولاذ شائعة الاستخدام في الحدادة وخصائصها
- 5 قواعد التصميم الرئيسية للأجزاء الفولاذية القابلة للتشكيل
- 6 تزوير الفولاذ مقابل الصب مقابل التصنيع من Bar Stock
- 7 العيوب الشائعة في تزوير الفولاذ وكيفية الوقاية منها
- 8 الصناعات التي تعتمد على تزوير الفولاذ ولماذا
- 9 معايير الجودة والشهادات للمطروقات الفولاذية
- 10 الأسئلة المتداولة حول تزوير الفولاذ
ما هو تزوير الفولاذ وكيف تتم العملية
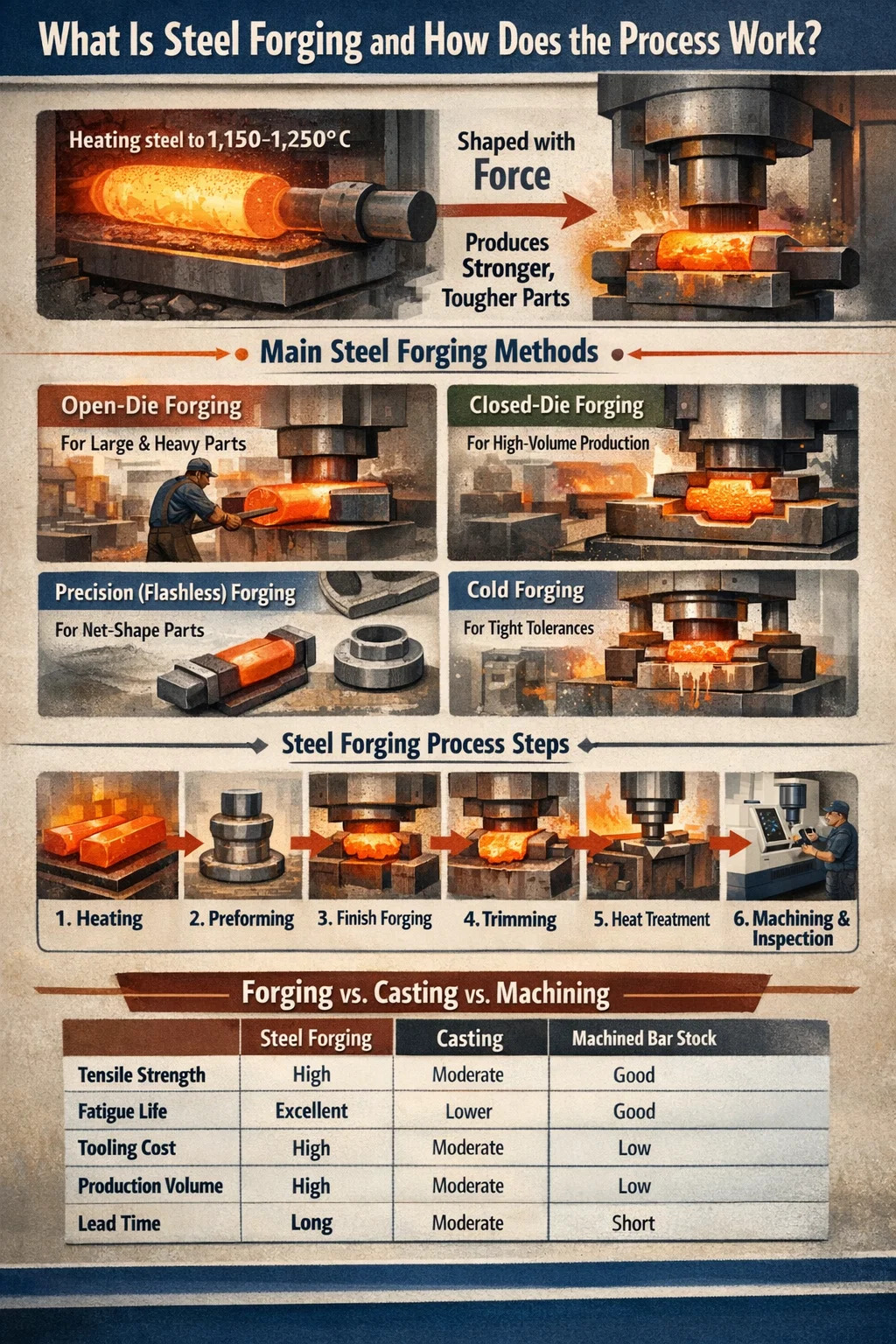
تزوير الصلب هي عملية تصنيع يتم فيها تشكيل قضبان أو قضبان الصلب الصلبة تحت قوة الضغط - باستخدام المطارق أو المكابس أو القوالب - لإنتاج أجزاء ذات خصائص ميكانيكية فائقة مقارنة بالبدائل المصبوبة أو المصنعة. والنتيجة هي بنية حبيبية تتبع منحنيات الجزء، مما يوفر قوة شد أعلى بنسبة 20-40% عادةً من المكونات الفولاذية المسبوكة المكافئة. إذا كنت بحاجة إلى أجزاء تتحمل التعب، أو الصدمات، أو التحميل الدوري - قضبان التوصيل، وأعمدة الكرنك، والفلنجات، والتروس - فعادةً ما يكون الحدادة هو الطريق الأكثر موثوقية للوصول إلى هناك.
في جوهرها، تتضمن العملية تسخين الفولاذ إلى نطاق درجة حرارة محدد (عادة ما بين 1100 درجة مئوية و1250 درجة مئوية للفولاذ الكربوني وسبائك الفولاذ)، ثم تطبيق القوة لتشويه المادة بشكل بلاستيكي إلى الشكل المطلوب. تقلل درجة الحرارة المرتفعة من إجهاد التدفق وتحسن الليونة، مما يجعل تشكيل المعدن أسهل دون أن يتشقق. بمجرد تبريده، يخضع الجزء المطروق للمعالجة الحرارية بعد العملية، والتصنيع، والفحص قبل الشحن.
تزوير الفولاذ ليس تقنية واحدة. وهي تتفرع إلى عدة طرق متميزة، كل منها يناسب الأشكال الهندسية والأحجام ومتطلبات التسامح المختلفة. إن فهم كيفية عمل كل طريقة - وأوجه القصور فيها - هو نقطة البداية لأي مهندس أو مشتري يحاول اتخاذ القرار الصحيح بشأن مشروع تزوير.
الطرق الرئيسية لتزوير الفولاذ ومتى يتم استخدام كل منها
تنتج كل طريقة لتزوير الفولاذ أجزاء ذات تفاوتات مختلفة في الأبعاد وظروف السطح وتكاليف الأدوات. يؤدي الاختيار بشكل غير صحيح إلى زيادة التكلفة، أو تمديد المهل الزمنية، أو يؤدي إلى أجزاء تحتاج إلى معالجة ثانوية مفرطة.
تزوير القالب المفتوح
يستخدم التزوير المفتوح (يسمى أيضًا التزوير الحر أو تزوير الحداد) قوالب مسطحة أو بسيطة الشكل لا تحيط بقطعة العمل بالكامل. يتم التلاعب بالفولاذ بين القوالب من خلال سلسلة من الضغطات والتمدد والدوران. هذه هي الطريقة المستخدمة مع الأعمدة والأسطوانات والحلقات والسبائك الكبيرة، وهي الأجزاء التي يمكن أن يتراوح وزنها من بضعة كيلوغرامات إلى أكثر من 200 طن.
يعتبر التشكيل بالقالب المفتوح هو الاختيار الأمثل عندما يتجاوز حجم الجزء قدرة القوالب المغلقة، أو عندما تكون كميات الإنتاج منخفضة جدًا بحيث لا تبرر استخدام الأدوات باهظة الثمن. تكون تفاوتات الأبعاد أوسع (عادةً ±3–6 مم)، لذلك من المتوقع إجراء عمليات تصنيع كبيرة بعد ذلك. تتم معالجة درجات الفولاذ مثل 4140، و4340، و316 غير القابل للصدأ بشكل روتيني بهذه الطريقة لصناعات النفط والغاز وتوليد الطاقة والمعدات الثقيلة.
تزوير القالب المغلق (تزوير القالب المغلق)
تستخدم عملية التشكيل بالقالب المغلق مجموعة متطابقة من القوالب مع تجويف مُشكل آليًا للشكل التقريبي للجزء النهائي. يتم وضع البليت المسخن بين القوالب، ويتم تطبيق القوة حتى يملأ الفولاذ التجويف بالكامل، مع تدفق المواد الزائدة على شكل وميض حول خط الفراق. يتم قطع الفلاش لاحقًا.
تنتج هذه الطريقة تفاوتات أكثر صرامة (عادةً ±0.5–1.5 مم اعتمادًا على تعقيد الجزء وحجمه)، وتشطيب أفضل للسطح، وهندسة أكثر اتساقًا من العمل المفتوح. تكاليف الأدوات مرتفعة - مجموعة كاملة من القوالب لجزء متوسط التعقيد يمكن أن تكلف ما بين 15000 إلى 80000 دولار أو أكثر - لذا فإن تزوير القالب المغلق منطقي اقتصاديًا في المقام الأول بالنسبة لأحجام الإنتاج المتوسطة إلى العالية. تعتبر قضبان توصيل السيارات ومحاور العجلات وأجسام الصمامات من التطبيقات الكلاسيكية.
تزوير (دقة) بدون وميض
يعمل التزوير بدون وميض على التخلص من الوميض عن طريق التحكم بدقة في حجم المادة الخام وهندسة القالب بحيث تملأ المادة التجويف دون حدوث تجاوز. والنتيجة هي جزء على شكل شبكي أو شبه شبكي يتطلب الحد الأدنى من الآلات بعد الحدادة. يمكن تحقيق تفاوتات تصل إلى ±0.1–0.3 مم.
تتطلب هذه العملية إعدادًا دقيقًا للقضبان المعدنية واستثمارًا أعلى في الأدوات، ولكن إن توفير المواد بنسبة 10-20% مقارنة بالتزوير التقليدي بالقالب المغلق يجعلها جذابة لإنتاج كميات كبيرة من الأجزاء المعقدة مثل التروس والتروس المخروطية ومكونات التعليق.
تزوير لفة
يتم تمرير قضيب فولاذي ساخن بين لفتين مع أخاديد مشكلة، مما يقلل من مقطعه العرضي ويطيله في نفس الوقت. يتم استخدامه عادةً كخطوة تشكيل قبل التشكيل بالقالب المغلق، ولكنه يستخدم أيضًا كعملية نهائية للأعمدة المدببة، والينابيع الورقية، ومكونات السكك الحديدية. إن الطبيعة المستمرة للعملية تجعلها فعالة للغاية بالنسبة للأجزاء الطويلة.
تزوير منزعج
يزيد الحدادة المزعجة من مساحة المقطع العرضي لقضيب أو قضيب فولاذي عن طريق ضغطه على طول محوره، وتقصير الطول وزيادة القطر في منطقة معينة. يتم إنتاج البراغي والمسامير والصمامات والأعمدة ذات الحواف بهذه الطريقة. يمكن لآلات الحدادة عالية السرعة أن تنتج آلاف الأجزاء في الساعة، مما يجعلها واحدة من أكثر طرق الحدادة إنتاجية للمثبتات والأجهزة المماثلة.
تزوير الباردة
على عكس الطرق المذكورة أعلاه، يتم تنفيذ الحدادة الباردة في درجة حرارة الغرفة أو بالقرب منها. يصبح الفولاذ أكثر صلابة أثناء العملية، مما يزيد في الواقع من صلابة السطح وقوته. تكون التفاوتات ضيقة بشكل استثنائي (±0.05–0.1 مم)، والتشطيب السطحي ممتاز، مما يلغي غالبًا الحاجة إلى أي دوران أو طحن. المقايضة هي قوى ضغط أعلى مطلوبة وقيود على هندسة الأجزاء ودرجة الفولاذ. يعتبر الفولاذ منخفض الكربون ومتوسط الكربون أكثر ملاءمة للتزوير على البارد.
خطوة بخطوة: كيف يتم تزوير الفولاذ عمليًا
إن معرفة خطوات العملية أمر مهم سواء كنت تصمم جزءًا قابلاً للتزييف أو تدقق في أرضية إنتاج المورد. فيما يلي كيفية تشغيل تسلسل تزوير الفولاذ ذو القالب المغلق القياسي من المواد الخام إلى الجزء النهائي.
- اختيار المواد وإعداد الخام: يتم اختيار درجة الفولاذ المناسبة بناءً على متطلبات الخاصية الميكانيكية للجزء النهائي. تشمل الدرجات الشائعة 1045 (الكربون المتوسط، الصناعي العام)، 4140 (الكروم الموليبدينوم، عالي القوة)، 4340 (النيكل والكروم والموليبدينوم، الفضاء الجوي)، و17-4 PH غير القابل للصدأ (مقاوم للتآكل، عالي القوة). يتم قطع مخزون الشريط أو قطعة الخام إلى الحجم المحسوب - وهو كبير الحجم قليلاً لمراعاة فقدان الوميض والحجم.
- التدفئة: يتم تحميل قطع الخام في فرن يعمل بالغاز أو فرن الحث ويتم إحضارها إلى درجة حرارة الحدادة المستهدفة. بالنسبة لمعظم أنواع الفولاذ الكربوني وسبائك الفولاذ، تبلغ درجة الحرارة 1150-1250 درجة مئوية. يعد توحيد درجة الحرارة عبر المقطع العرضي للقضيب أمرًا بالغ الأهمية - حيث يمكن أن يؤدي التدرج في درجة الحرارة لأكثر من 50 درجة مئوية إلى حدوث تشقق أو تعبئة غير كاملة للقالب. يُفضل التسخين التعريفي للتحكم الدقيق في درجة الحرارة وتقليل تكوين القشور.
- إزالة الترسبات: يكوّن الفولاذ الساخن طبقة من مقياس الأكسيد أثناء التسخين. قبل التشكيل، تتم إزالة هذا المقياس بواسطة نفاثات ماء عالية الضغط (عادةً 100-200 بار) أو عن طريق ضربة خفيفة أولى في القالب، مما يكسر المقياس ويمنع ضغطه على سطح الجزء، مما يسبب عيوب السطح.
- التشكيل المسبق (إذا لزم الأمر): تتطلب الأجزاء المعقدة غالبًا خطوة تشكيل واحدة أو أكثر لإعادة توزيع الكتلة المعدنية بالقرب من الشكل النهائي قبل طبع القالب النهائي. وهذا يقلل من تآكل القالب ويحسن تدفق المعدن في الضربة النهائية. تتم عملية التشكيل في تجاويف منفصلة للقالب على نفس المكبس أو المطرقة.
- إنهاء تزوير: يتم نقل الخام المُشكل مسبقًا إلى تجويف القالب النهائي ويتم ضربه - إما بمطرقة (مطرقة الجاذبية أو المطرقة البخارية التي تقدم ضربات متكررة) أو مكبس (مكبس ميكانيكي أو هيدروليكي يوفر ضربة واحدة يتم التحكم فيها). يملأ الفولاذ التجويف بالكامل، وينبثق الوميض حول خط الفراق.
- تقليم فلاش: بينما لا يزال ساخنًا (أو بعد التبريد، لمكابس التشذيب)، يتم وضع الحدادة في قالب تشذيب ويتم تثقيب الفلاش بضربة واحدة. بالنسبة للأجزاء الدقيقة، يمكن إعادة ضرب الحدادة المشذبة في قالب تحجيم بينما لا تزال دافئة لتصحيح أي ارتداد خلفي وتحسين دقة الأبعاد.
- المعالجة الحرارية: اعتمادًا على درجة الفولاذ ومتطلبات الخاصية الميكانيكية النهائية، تخضع الأجزاء المطروقة للتطبيع، التلدين، التبريد والتلطيف، أو معالجة المحاليل والشيخوخة. على سبيل المثال، يمكن أن يؤدي تبريد وتلطيف الفولاذ 4140 إلى زيادة قوة الشد من 655 ميجا باسكال (المقيسة) إلى أكثر من 1000 ميجا باسكال.
- بالقطع: حتى المطروقات ذات الشكل القريب من الشبكة تتطلب عادةً الخراطة والطحن والحفر والطحن باستخدام الحاسب الآلي لتحقيق تفاوتات الأبعاد النهائية والتشطيب السطحي والميزات (الخيوط والتجاويف والمفاتيح) التي لا يمكن تشكيلها مباشرة.
- التفتيش والاختبار: يتم فحص المطروقات النهائية من حيث الأبعاد (CMM أو القياس اليدوي)، وفحصًا بصريًا (الشقوق السطحية، واللفات، والدرزات)، وغالبًا عن طريق اختبارات غير مدمرة - فحص الجسيمات المغناطيسية (MPI) بحثًا عن عيوب السطح، واختبار الموجات فوق الصوتية (UT) للفراغات الداخلية. يتحقق الاختبار الميكانيكي على كوبونات العينة من الصلابة وقوة الشد ومتانة التأثير وأداء التعب.
درجات الفولاذ شائعة الاستخدام في الحدادة وخصائصها
اختيار المواد لا ينفصل عن عملية تزوير. تحدد درجة الفولاذ نطاق درجة حرارة الحدادة، وعمر القالب، وقدرة الضغط المطلوبة، والمعالجة الحرارية بعد الحدادة، وفي النهاية أداء الجزء النهائي.
| درجة الصلب | تزوير نطاق درجة الحرارة | قوة الشد (سؤال وجواب) | التطبيقات الرئيسية |
|---|---|---|---|
| إيسي 1045 | 1,150-1,230 درجة مئوية | ~570-700 ميجا باسكال | مهاوي، التروس، وصلات |
| إيسي 4140 | 1,100-1,230 درجة مئوية | ~900-1,100 ميجا باسكال | الشفاه وأطواق الحفر والمحاور |
| إيسي 4340 | 1100-1200 درجة مئوية | ~1000-1500 ميجا باسكال | معدات الهبوط، العمود المرفقي، الفضاء الجوي |
| ايسي 316 غير القابل للصدأ | 1,149-1,260 درجة مئوية | ~515–690 ميجا باسكال | الصمامات والتجهيزات والأجهزة البحرية |
| F51 دوبلكس SS | 1,050-1,150 درجة مئوية | ~620-880 ميجا باسكال | مكونات تحت سطح البحر، مصنع كيميائي |
| 17-4 درجة الحموضة غير القابل للصدأ | 1,040-1,150 درجة مئوية | ~930–1,310 ميجا باسكال | الفضاء والطبية وأعمدة المضخات |
ملاحظة عملية واحدة حول تشكيل الفولاذ المقاوم للصدأ: تتميز الدرجات الأوستنيتي مثل 316 بضغط تدفق أعلى من الفولاذ الكربوني، مما يعني أن المطبعة تحتاج إلى سعة أكبر لنفس حجم الجزء. كما أنها أكثر عرضة للتصلب الناتج عن الإجهاد، والذي يمكن أن يسبب التشقق إذا لم تتم إعادة التسخين بين التمريرات بشكل صحيح. تعتبر درجات الدوبلكس أكثر حساسية لدرجة الحرارة - فالعمل خارج نافذة الحدادة الضيقة يمكن أن يؤدي إلى زعزعة استقرار توازن الفريت والأوستينيت وتقليل مقاومة التآكل.
قواعد التصميم الرئيسية للأجزاء الفولاذية القابلة للتشكيل
غالبًا ما ينتهي الأمر بالأجزاء المصممة دون أخذ التطريق في الاعتبار إلى تكلفة إنتاج أكبر بكثير، أو أنها تفشل في الاستفادة من الفوائد الهيكلية للعملية. يؤدي تطبيق مبادئ التصميم هذه من البداية إلى تجنب عمليات إعادة التصميم الباهظة الثمن لاحقًا.
زوايا المشروع
تحتاج جميع الأسطح الرأسية في قالب مغلق إلى زاوية سحب حتى يمكن إخراج الجزء من القالب. المسودة القياسية للمطروقات الفولاذية هي 5-7° على الأسطح الخارجية و7-10° على الأسطح الداخلية . تتطلب ميزات المسودة الصفرية أو المسودة السلبية أدوات أكثر تعقيدًا باستخدام مسامير القاذف أو القوالب المقسمة، مما يزيد التكلفة بشكل كبير.
نصف قطر فيليه وزاوية
تخلق الزوايا الداخلية الحادة تركيزات ضغط في القالب وكذلك في الجزء النهائي. يعتبر الحد الأدنى لنصف قطر الشرائح الداخلية 3 مم نقطة بداية عملية، ويفضل أن يكون 6 مم أو أكبر في المناطق المحملة بكثافة. يجب أن يكون نصف قطر الزاوية الخارجية 1.5 مم على الأقل. تُظهِر الأجزاء ذات الشرائح المناسبة تحسينات في عمر الكلال تصل إلى 3× مقارنة بتلك ذات التحولات الحادة.
وضع خط الفراق
خط الفراق هو المكان الذي يلتقي فيه نصفا القالب. يجب وضعه على أكبر مقطع عرضي للجزء لتقليل عمق القالب والفلاش. يعد خط الفصل المستقيم والمسطح هو الخيار الأبسط والأرخص. تضيف خطوط الفصل المنحنية أو المائلة تعقيدًا للأدوات ولكنها قد تكون ضرورية لبعض الأشكال الهندسية.
اختلاف سمك القسم
تؤدي الاختلافات الكبيرة في سماكة المقطع العرضي داخل نفس الجزء إلى حدوث تدفق غير متساوٍ للمعادن أثناء الحدادة. تمتلئ المقاطع الرقيقة بشكل أسرع وتبرد بشكل أسرع من الأجزاء السميكة، مما يؤدي إلى نقص الملء أو التشقق. كقاعدة عامة، يجب ألا تتجاوز نسبة الحد الأقصى إلى الحد الأدنى لسماكة الجدار في الطرق الفولاذية 4:1 دون تصميم مسبق دقيق للتوزيع المسبق للمواد.
اتجاه تدفق الحبوب
واحدة من أهم مزايا تزوير الفولاذ على الصب أو تصنيع القضبان هي القدرة على محاذاة تدفق الحبوب مع أعلى اتجاه ضغط في الخدمة. يتمتع قضيب التوصيل المُشكل بتدفق حبيبي طولي على طول محور القضيب بمقاومة كلال أفضل بكثير من القضيب المُصنع من مخزون القضبان، حيث تعمل الحبوب بشكل عرضي عبر الأقسام الحرجة. صمم الجزء بحيث يتماشى محور الحمل الأساسي مع اتجاه الحدادة الرئيسي.
تزوير الفولاذ مقابل الصب مقابل التصنيع من Bar Stock
يواجه المهندسون في كثير من الأحيان الاختيار بين التشكيل والصب والتصنيع عند اختيار طريق تصنيع الأجزاء الفولاذية الهيكلية. كل طريقة لها أداء متميز وملف تعريف التكلفة.
| المعيار | تزوير الصلب | صب | مخزون شريط آلي |
|---|---|---|---|
| قوة الشد | عالية (الحبوب المكررة) | معتدل (خطر المسامية) | جيد (حسب الدرجة) |
| حياة التعب | ممتاز | أقل (العيوب الداخلية) | جيد إذا كانت الحبوب محاذاة |
| التعقيد الهندسي | معتدل | عالية | عالية (CNC) |
| تكلفة الأدوات | عالية (dies) | معتدل (patterns/molds) | منخفضة إلى لا شيء |
| تكلفة الوحدة بكميات كبيرة | منخفض | منخفض to moderate | عالية (material waste) |
| العيوب الداخلية | الحد الأدنى (الفراغات مغلقة) | ممكن (الانكماش، المسامية) | يعتمد على جودة البار |
| المهلة الزمنية (النموذج الأولي) | طويل (تصنيع القالب) | معتدل | قصير |
يعود القرار عادةً إلى ثلاثة عوامل: حجم الإنتاج السنوي، والأداء الميكانيكي المطلوب، وتعقيد الأجزاء. بالنسبة للأجزاء ذات الممرات الداخلية المعقدة أو القطع السفلية، غالبًا ما يفوز الصب بالهندسة وحدها. بالنسبة للأجزاء الهيكلية كبيرة الحجم في السيارات أو الفضاء الجوي أو النفط والغاز، فإن عملية التشكيل تفوز دائمًا تقريبًا بالأداء وتكلفة دورة الحياة. إن التصنيع من مخزون القضبان هو الأكثر منطقية بالنسبة للنماذج الأولية، أو الدفعات الصغيرة جدًا، أو الأجزاء التي هي ببساطة صغيرة جدًا بحيث لا يمكن تصنيعها اقتصاديًا.
العيوب الشائعة في تزوير الفولاذ وكيفية الوقاية منها
حتى مع معلمات العملية الصحيحة، يمكن للمطروقات الفولاذية أن تتطور إلى عيوب تؤثر على السلامة الهيكلية. إن معرفة أسباب كل عيب وكيفية اكتشافه مبكرًا يمنع حدوث أعطال ميدانية مكلفة.
لفات وطيات
تتشكل اللفات عندما يتم طي التجاعيد السطحية أو المتدلية للخلف وتشكيلها في سطح الجزء دون ربط. تظهر على شكل عيوب سطحية خطية، وعادةً ما تكون موازية لخط الفراق. عادةً ما يكون السبب الجذري هو شكل التشكيل غير الصحيح، أو الوميض المفرط، أو سوء توزيع تدفق المعدن في القالب. يكشف فحص الجسيمات المغناطيسية بشكل موثوق عن اللفات على السطح. تتطلب الوقاية تصميم التشكيل المناسب وتحسين تجويف القالب.
نقص الملء
يعني الملء السفلي أن تجويف القالب لم يتم ملؤه بالكامل بالفولاذ أثناء الحدادة، مما أدى إلى ترك منخفضات ضحلة على سطح الجزء. تشمل الأسباب عدم كفاية وزن الكتلة، أو انخفاض درجة حرارة الحدادة، أو الوميض الزائد الذي يؤدي إلى نزف المادة بعيدًا قبل أن يمتلئ التجويف، أو عدم كفاية قدرة الضغط. سيؤدي فحص الأبعاد إلى اكتشاف نقص الملء في معظم الحالات، ولكن من الأفضل اكتشافه في أول عملية إنتاج باستخدام تقسيم العينة.
تكسير
تتطور الشقوق السطحية عندما يتم تشكيل الفولاذ عند درجة حرارة منخفضة جدًا (أقل من نطاق التحول من اللدونة إلى الهش)، أو عندما يكون معدل الانفعال مرتفعًا جدًا، أو عندما يحتوي الفولاذ على نسبة زائدة من الكبريت أو الفوسفور مما يؤدي إلى قصر الحرارة. تحدث الشقوق الداخلية (عيوب الانفجار) عندما تتطور ضغوط الشد في القلب أثناء الحدادة، غالبًا في المقاطع الثقيلة. إن الحفاظ على درجة حرارة الحدادة أعلى من 1050 درجة مئوية لمعظم سبائك الفولاذ وتجنب التخفيض المفرط لكل تمريرة يمنع غالبية عيوب التشقق.
إزالة الكربنة
يؤدي التعرض الطويل للهواء في درجات حرارة عالية إلى انتشار الكربون خارج الطبقة السطحية الفولاذية، مما يخلق منطقة ناعمة منخفضة الكربون تقلل من الصلابة ومقاومة التعب. عمق إزالة الكربنة من 0.3 إلى 0.8 ملم ليس أمرًا غير شائع في الأجزاء التي يتم تسخينها في أفران اللهب المكشوف. يؤدي استخدام أفران التحكم في الجو أو التسخين بالحث إلى تقليل عملية إزالة الكربنة بشكل كبير، وتعد معالجة الطبقة المتضررة بالآلات هي العلاج القياسي عند حدوث ذلك.
يموت التحول
يحدث تحول القالب عندما يتم محاذاة نصفي القالب العلوي والسفلي بشكل غير صحيح أثناء الحدادة، مما ينتج عنه جزء يتم إزاحته عند خط الفراق. حتى التحول بمقدار 0.5 مم يمكن أن يتسبب في فشل جزء ما في فحص الأبعاد. تمنع عمليات فحص محاذاة القالب المنتظمة وصيانة مفتاح تحديد الموقع الصحيح حدوث هذا الخلل في الإنتاج.
الصناعات التي تعتمد على تزوير الفولاذ ولماذا
إن الطلب على تشكيل الفولاذ مدفوع بالصناعات التي لا يكون فيها الفشل الهيكلي خيارًا. إن فهم مكان وسبب تحديد عملية التزوير يساعد المشترين على تبرير الاستثمار في الأدوات ويساعد المهندسين على توضيح أسباب تزوير العمليات المتنافسة.
- السيارات: إن قضبان التوصيل، والأعمدة المرفقية، ومفاصل التوجيه، ومحاور العجلات، وأعمدة الكامات، وتروس نقل الحركة يتم تصنيعها عالميًا تقريبًا. تحتوي سيارة الركاب النموذجية على 35-45 كجم من الأجزاء الفولاذية المطروقة. إن مقاومة التعب والصدمات للفولاذ المطروق هي السبب في عدم صب هذه المكونات الحيوية للسلامة.
- النفط والغاز: تتطلب لقم الثقب وأطواق الحفر ومكونات مانع الانفجار BOP وأجسام الصمامات والفلنجات (ANSI/ASME B16.5) والموصلات تحت سطح البحر تشكيلًا لتحمل الضغوط الشديدة في قاع البئر (ضغط عمل يصل إلى 15000 رطل لكل بوصة مربعة في بعض التطبيقات) والبيئات المسببة للتآكل. تفرض معايير ASME/ANSI وAPI تزوير العديد من هذه المكونات.
- الفضاء الجوي: تم تصنيع دعامات معدات الهبوط، وتجهيزات تثبيت الأجنحة، وحوامل المحرك، وأقراص التوربينات من سبائك الفولاذ عالية القوة والسبائك الفائقة. إن المتطلبات الصارمة لصناعة الطيران فيما يتعلق بإمكانية التتبع، وتقارير اختبار المواد المعتمدة، والاختبارات غير المدمرة تجعل من صياغة الاختيار الافتراضي لمكونات هيكل الطائرة الهيكلية.
- توليد الطاقة: تعد دوارات التوربينات البخارية، وأعمدة المولدات، ورؤوس أوعية الضغط في محطات الطاقة النووية والتقليدية من بين أكبر المطروقات المنتجة - يمكن أن تزن المطروقات ذات القالب المفتوح ما بين 150 إلى 300 طن. لا يمكن تحقيق سلامة المواد المطلوبة للمكونات التي تعمل تحت الضغط الحراري والميكانيكي المشترك لمدة 30-60 عامًا إلا من خلال المعالجة الحرارية والتزوير الخاضع للرقابة.
- معدات التعدين والبناء: تتعرض وصلات مسار الجرافة، ومسامير دلو الحفار، ومطارق كسارات الصخور، وقضبان الحفر لصدمات شديدة وتآكل جلخ. تقاوم المطروقات الفولاذية ذات نسبة المنغنيز العالية والسبائك المنخفضة التشوه والكسر في ظل هذه الظروف بشكل أفضل بكثير من البدائل المصبوبة.
- الدفاع: يتم تصنيع مقذوفات المدفعية، والأجهزة الخارقة للدروع، ومكونات مسار الدبابات، ومواسير البنادق لتلبية المواصفات العسكرية التي تتطلب صلابة وصلابة وتناسق أبعاد معينة لا يمكن تحقيقها من خلال عمليات أخرى.
معايير الجودة والشهادات للمطروقات الفولاذية
إن شراء المطروقات الفولاذية دون الرجوع إلى المعايير المعمول بها يترك المشترين عرضة لتقلب الجودة والأجزاء غير المطابقة. المعايير الرئيسية التي تحكم جودة تزوير الفولاذ تستحق المعرفة قبل كتابة أمر الشراء.
- أستم A668 / A668M: المواصفة القياسية للمطروقات المصنوعة من الكربون وسبائك الصلب للاستخدام الصناعي العام. يغطي ثماني فئات بمتطلبات الخواص الميكانيكية بدءًا من قوة الشد البالغة 485 ميجا باسكال (الفئة د) وحتى 830 ميجا باسكال (الفئة إل).
- أستم A182: يغطي حواف الأنابيب المصنوعة من السبائك المطروقة أو المدرفلة والفولاذ المقاوم للصدأ، والتجهيزات المطروقة، والصمامات للخدمة في درجات الحرارة العالية. يشار إليها على نطاق واسع في مواصفات النفط والغاز والمعالجة الكيميائية.
- أستم A105: المعيار الخاص بالمطروقات المصنوعة من الفولاذ الكربوني لتطبيقات الأنابيب في درجات الحرارة المحيطة والعالية. تعد هذه إحدى المواصفات الأكثر شيوعًا للفلنجات والتجهيزات في أنظمة الأنابيب الصناعية.
- أبي 6A / 6D: معايير معهد البترول الأمريكي لمعدات رأس البئر وشجرة عيد الميلاد (6A) وصمامات خطوط الأنابيب (6D). تحدد هذه المعايير فئات المواد ومتطلبات الاختبار ووثائق التتبع للمكونات المزورة المستخدمة في خدمة المواد الهيدروكربونية.
- AMS (مواصفات المواد الفضائية): معايير SAE AMS مثل AMS 2750 (قياس الحرارة للمعالجة الحرارية) ودرجات AMS الخاصة بالمواد (على سبيل المثال، AMS 6414 للفولاذ 4340) تحكم المطروقات الفضائية. يتطلب الامتثال معايرة الفرن الموثقة، وتقارير اختبار المواد المعتمدة، وفحص المادة الأولى.
- ISO 9001 / IATF 16949: شهادات نظام إدارة الجودة لموردي تزوير الصناعات العامة (ISO 9001) والسيارات (IATF 16949). تشير هذه الشهادات إلى أن المورد يعمل بنظام جودة موثق ولكنه لا يضمن في حد ذاته امتثال المنتج للمواصفات الميكانيكية المحددة.
اطلب دائمًا تقارير اختبار المواد (MTRs)، وتقارير فحص الأبعاد، وتقارير تجربة الاقتراب من الموت مع كل شحنة تزوير. بالنسبة للتطبيقات المهمة، يعد اختبار الشهود في ورشة الحدادة ممارسة قياسية في مجال المشتريات الفضائية والنووية.
الأسئلة المتداولة حول تزوير الفولاذ
ما هو الحد الأدنى لكمية الطلب للمطروقات الفولاذية المغلقة؟
تحدد معظم محلات الحدادة ذات القالب المغلق حدًا أدنى لكمية الطلب (MOQ) يبلغ 100-500 قطعة لمشاريع الأدوات الجديدة، على الرغم من أن هذا يختلف حسب حجم القطعة وتعقيدها. بالنسبة للأجزاء الصغيرة والبسيطة، قد تفكر بعض المتاجر في تشغيل تجريبي مكون من 50 قطعة. تعد التكلفة العالية للأدوات هي العائق الرئيسي - حيث أن تكلفة القالب المقسمة على أجزاء أقل تزيد من تكلفة الوحدة بشكل كبير. لا تحتوي المطروقات ذات القالب المفتوح على حد أدنى عملي لموك نظرًا لعدم الحاجة إلى أدوات مخصصة.
كم من الوقت يستغرق تصنيع المطروقات الفولاذية؟
بالنسبة للمطروقات ذات القالب المغلق باستخدام الأدوات الجديدة، تتراوح المهل الزمنية عادةً ما بين 10 إلى 16 أسبوعًا: 4 إلى 6 أسابيع لتصميم القوالب وتصنيعها، و1 إلى 2 أسابيع لتجارب تزوير المادة الأولى، و2 إلى 4 أسابيع للمعالجة الحرارية وتصنيع أجزاء الإنتاج. يمكن أن تستغرق المطروقات ذات القالب المفتوح للأجزاء الكبيرة من 8 إلى 20 أسبوعًا اعتمادًا على سعة ورشة الحدادة وتوافر قضبان الفولاذ. عادةً ما تستغرق الطلبات المتكررة من القوالب الموجودة ما بين 4 إلى 8 أسابيع.
هل يمكن تشكيل الفولاذ المقاوم للصدأ باستخدام نفس معدات الفولاذ الكربوني؟
نعم، يتم استخدام نفس المطارق والمكابس، لكن الفولاذ المقاوم للصدأ - وخاصة الدرجات الأوستنيتي - يتطلب قوى تزوير أعلى من الفولاذ الكربوني عند درجات حرارة مكافئة بسبب إجهاد التدفق العالي. قد يلزم تخفيض تصنيف الضغط المقدر لحجم جزء محدد من الفولاذ الكربوني أو تقسيم الجزء إلى عمليات أصغر عند التحول إلى الفولاذ المقاوم للصدأ. يكون عمر القالب أيضًا أقصر عادةً عند تشكيل الفولاذ المقاوم للصدأ نظرًا لضغوط الواجهة العالية ومقياس الأكسيد الكاشط.
هل يختلف التزوير الدافئ عن التزوير الساخن؟
نعم. يتم تنفيذ الحدادة الدافئة في نطاق درجات الحرارة بين الحدادة الباردة والساخنة - عادةً ما بين 650-950 درجة مئوية للصلب. في درجات الحرارة هذه، يكون ضغط التدفق أقل مما هو عليه في درجة حرارة الغرفة (مما يجعل التشكيل أسهل)، لكن الفولاذ لا يشكل مقياس الأكسيد الثقيل الذي يظهر في الطرق الساخنة. والنتيجة هي تشطيب أفضل للسطح وتفاوتات أكثر إحكامًا من الطرق الساخنة، مع قوى ضغط أقل من الطرق الباردة. يتم استخدام الحدادة الدافئة للأجزاء متوسطة التعقيد حيث تكون جودة السطح مهمة ولكن قوى الحدادة الباردة ستكون عالية بشكل غير عملي.
كيف يمكنني تحديد تزوير بشكل صحيح على الرسم؟
يجب أن تتضمن مواصفات الحدادة الكاملة على الرسم ما يلي: درجة الفولاذ (تصنيف ASTM أو AISI أو AMS)، وحالة المعالجة الحرارية والصلابة المطلوبة أو قوة الشد/الخضوع، ومتطلبات زاوية المسودة، والحد الأدنى لنصف قطر الشرائح والزاوية، والانتهاء من السطح (قيمة Ra) للأسطح المزورة، وامتداد الفلاش المسموح به عند خط الفراق، وطرق الاقتراب من الموت المطلوبة (MPI، UT) ومعايير القبول، ومتطلبات تقرير اختبار المواد المعمول بها. إن الرجوع إلى معيار ASTM المعمول به (على سبيل المثال، ASTM A668، الفئة F) يربط جميع متطلبات المواد والاختبار معًا بشكل نظيف.