英语
英语 德语
德语 阿拉伯语
阿拉伯语محتوى
- 1 ما هو تزوير الفولاذ في الواقع - وكيف يعمل
- 2 اختيار درجة الفولاذ المناسبة قبل الصياغة
- 3 تسخين الفولاذ: أنواع الأفران، التحكم في درجة الحرارة، ووقت النقع
- 4 مقارنة طرق تزوير الفولاذ الرئيسية
- 5 تصميم القالب لتزوير الفولاذ: الفلاش، والمسودة، والشرائح
- 6 معدات الحدادة: المطارق مقابل المكابس مقابل المزعجين
- 7 المعالجة الحرارية بعد الصياغة: التطبيع والتبريد والتلطيف
- 8 عيوب تزوير الفولاذ الشائعة وكيفية حدوثها
- 9 معايير الفحص والجودة للأجزاء الفولاذية المطروقة
- 10 كيف يقارن الفولاذ المطروق بالفولاذ المصبوب والفولاذ المُشكَّل
- 11 الصناعات الرئيسية التي تعتمد على تزوير الفولاذ
- 12 اعتبارات عملية عند تحديد مصادر المطروقات الفولاذية
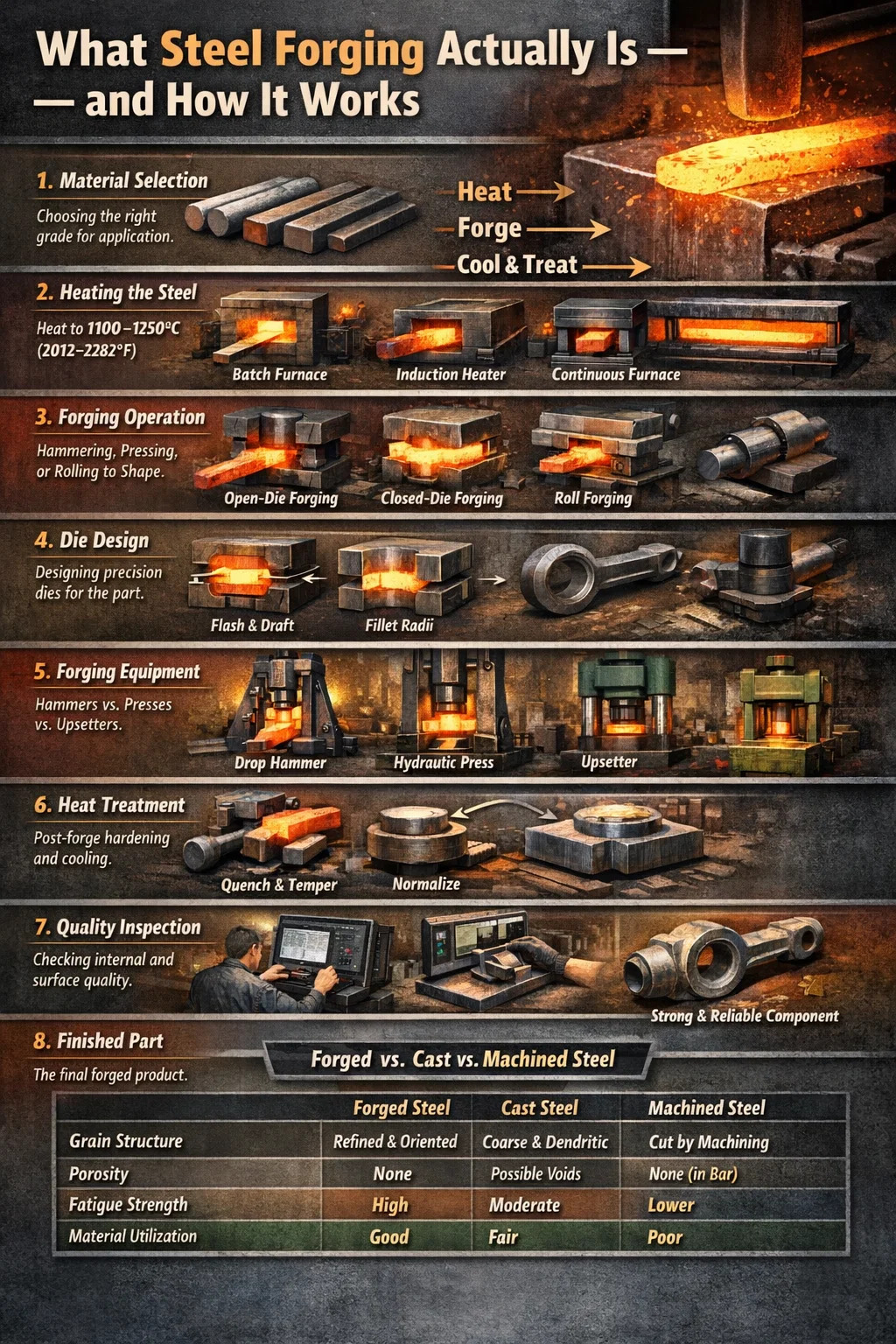
ما هو تزوير الفولاذ في الواقع - وكيف يعمل
تزوير الصلب هي عملية تشكيل الفولاذ من خلال تطبيق قوة الضغط - إما عن طريق الطرق أو الضغط أو الدرفلة - بينما يتم تسخين المعدن إلى درجة حرارة بين 1100 درجة مئوية و1250 درجة مئوية (2012 درجة فهرنهايت إلى 2282 درجة فهرنهايت) . عند هذا النطاق، يصبح الفولاذ من البلاستيك بدرجة كافية ليتشوه دون أن يتشقق، ومع ذلك فإنه يحتفظ بالبنية الحبيبية التي تمنح الأجزاء المطروقة قوتها الميكانيكية الفائقة. والنتيجة هي مكون أكثر كثافة من الناحية الهيكلية وأقوى وأكثر مقاومة للتعب من أي شيء مصبوب أو مصنوع آليًا من مخزون القضبان.
الإجابة المختصرة لكيفية تشكيل الفولاذ: قم بتسخين قطعة العمل إلى درجة حرارة الحدادة الصحيحة، ثم ضعها تحت مطرقة أو مكبس، واستخدم قوة متحكم بها لتشكيلها حسب الشكل الهندسي المطلوب، ثم اتبع دورة تبريد أو معالجة حرارية محددة لتثبيت الخواص الميكانيكية. كل متغير - درجة الحرارة، والقوة، وهندسة القالب، ومعدل التشوه، وسرعة التبريد - يحدد الجودة النهائية للجزء.
تتناول هذه المقالة عملية الحدادة الكاملة للصلب بالترتيب الذي يتعامل معه عالم المعادن أو مهندس الإنتاج: اختيار المواد، والتدفئة، وعملية الحدادة نفسها، واعتبارات تصميم القالب، ومعالجة ما بعد الحدادة، وفحص الجودة، والاختلافات العملية بين طرق الحدادة. سواء كنت تقوم بتوفير مكونات مطروقة أو تقوم بإعداد خط تشكيل، فإن كل قسم هنا يركز على المعرفة المحددة والقابلة للتنفيذ بدلاً من العموميات.
اختيار درجة الفولاذ المناسبة قبل الصياغة
لا تستجيب كل درجات الفولاذ بنفس الطريقة للتزوير. يؤثر محتوى الكربون وإضافات السبائك ونظافة المصهور على كيفية تصرف الفولاذ تحت المطرقة وما هي الخصائص التي يمكن تحقيقها بشكل واقعي بعد ذلك. يؤدي اختيار الدرجة الخاطئة إلى إهدار الطاقة، وتقصير عمر القالب، وإنتاج أجزاء تفشل في الخدمة.
الفولاذ منخفض الكربون (0.05%–0.30% درجة مئوية)
هذه هي أسهل الدرجات لتزويرها. لديهم نافذة واسعة لدرجة حرارة الحدادة، وضغط تدفق منخفض، والحد الأدنى من خطر التشقق. تعد درجات مثل AISI 1018 و1020 شائعة بالنسبة للأقواس الهيكلية والأعمدة والمكونات الزراعية حيث تكون المتانة أكثر أهمية من الصلابة. ويكمن القيد في أنها لا يمكن تصلبها إلى مستويات عالية من خلال المعالجة الحرارية - وعادة ما تكون قوة الشد في أعلى مستوياتها 550 ميجا باسكال في حالة طبيعية.
فولاذ متوسط الكربون (0.30%–0.60% درجة مئوية)
العاملون في صناعة تزوير الفولاذ. تغطي درجات مثل AISI 1040 و1045 و4140 (سبائك الكروم والموليبدينوم) غالبية تطبيقات السيارات والنفط والغاز والآلات الثقيلة. بعد الإخماد والتلطيف، يقدم 4140 بشكل روتيني قوة شد تبلغ 900-1,100 ميجا باسكال مع ليونة جيدة. تكون نافذة الحدادة أضيق من الدرجات منخفضة الكربون - عادة 1100 درجة مئوية - 1230 درجة مئوية - ويزداد خطر التشققات الإروائية، لذلك يحتاج حجم القسم ومعدل التبريد إلى إدارة دقيقة.
فولاذ عالي الكربون وفولاذ الأدوات (0.60%–1.50% درجة مئوية)
يتم تصنيع درجات مثل AISI 1080، و52100 (تحمل الفولاذ)، وفولاذ الأدوات H13 في درجات حرارة منخفضة - غالبًا أقل من 1100 درجة مئوية - وتتطلب تبريدًا بطيئًا ومتحكمًا فيه بعد التشكيل لمنع التشقق الحراري. يجب تفكيك شبكات الكربيد وإعادة توزيعها أثناء الحدادة لتحقيق صلابة موحدة في الأدوات أو المحامل النهائية. تتطلب هذه الدرجات مشغلين ذوي خبرة وتحكمًا دقيقًا في البيرومتر.
الفولاذ المقاوم للصدأ والمقاوم للحرارة
تتميز درجات الفولاذ المقاوم للصدأ الأوستنيتي (304، 316) بمعدلات تصلب عالية للعمل، مما يعني أن أحمال الحدادة أعلى بكثير من الفولاذ الكربوني العادي. يتم تشكيل درجات المارتنسيت (410، 420) بسهولة أكبر ولكنها تتطلب التلدين الدقيق بين تمريرات الحدادة. يتم تصنيع درجات تصلب الترسيب مثل 17-4 PH 1,065 درجة مئوية - 1,175 درجة مئوية ومن ثم يتم تعتيقها لتطوير خصائصها النهائية - وهي دورة حرارية ذات مرحلتين يجب احترامها بدقة.
| درجة الصلب | محتوى الكربون | تزوير نطاق درجة الحرارة | تطبيق نموذجي | ماكس الشد (سؤال وجواب) |
|---|---|---|---|---|
| إيسي 1020 | 0.18-0.23% | 1,150-1,280 درجة مئوية | الأقواس الهيكلية، مهاوي | ~550 ميجا باسكال |
| إيسي 4140 | 0.38-0.43% | 1,100-1,230 درجة مئوية | أعمدة الكرنك، الشفاه، التروس | 1000-1100 ميجا باسكال |
| إيسي 52100 | 0.98-1.10% | 1,040-1,120 درجة مئوية | حلقات تحمل، السباقات | 2000 ميجا باسكال (مصلب) |
| إيسي H13 | 0.32-0.45% | 1,065-1,175 درجة مئوية | تموت أدوات العمل الساخن | 1,200-1,650 ميجا باسكال |
| إيسي 316 إس إس | .080.08% | 1,100-1,260 درجة مئوية | الصمامات والتجهيزات والأجزاء البحرية | ~620 ميجا باسكال (ملدن) |
تسخين الفولاذ: أنواع الأفران، التحكم في درجة الحرارة، ووقت النقع
التدفئة هي المكان الذي تنشأ فيه معظم عيوب الحدادة. يؤدي ارتفاع درجة الحرارة إلى خشونة الحبوب وذوبانها الأولي عند حدود الحبوب - وهي حالة تسمى "الاحتراق" وهي حالة لا رجعة فيها. يؤدي انخفاض درجة الحرارة إلى برودة القلب، ويزيد من إجهاد التدفق، ويعزز التشقق أثناء التشوه. إن الحصول على الفرن بشكل صحيح ليس أمرًا اختياريًا.
أنواع الأفران المستخدمة في تزوير الفولاذ
- أفران الدفعة (الصندوقية). - مناسبة للإنتاج بكميات صغيرة وقضبان كبيرة. يتم شحن الفولاذ، ويتم إغلاق الباب، ويتم تسخين الحمولة بالكامل إلى درجة الحرارة. توحيد درجة الحرارة جيد ولكن الإنتاجية بطيئة.
- أفران مستمرة (موقد دوار أو دافع). — تتحرك القضبان عبر مناطق ذات درجة حرارة متزايدة. شائع في خطوط الحدادة كبيرة الحجم التي تنتج قضبان توصيل السيارات وعوارض المحاور والأجزاء المماثلة بمعدلات تتجاوز 500 قطعة في الساعة.
- سخانات الحث - تقوم الملفات الكهرومغناطيسية بتسخين البليت في ثوانٍ بدلاً من دقائق. يعتبر تجانس درجة الحرارة ممتازًا بالنسبة للقضبان المستديرة، وكفاءة استخدام الطاقة عالية (تصل إلى 90% مقابل 40-50% لأفران الغاز)، ويكون تكوين القشور في حده الأدنى. تستخدم على نطاق واسع في تزوير القالب المغلق الدقيق.
- أفران حمام الملح - يستخدم للمكونات الفولاذية الصغيرة والمعقدة التي تحتاج إلى تسخين موحد دون أكسدة. أقل شيوعًا في عمليات التزوير بكميات كبيرة ولكنها مهمة بالنسبة للأجزاء الدقيقة عالية القيمة.
تمرغ الوقت ومن خلال التدفئة
قد لا تزال قطعة الخام التي تظهر لون السطح الصحيح تحتوي على نواة باردة. القاعدة العامة في ممارسة الحدادة الصناعية هي ساعة واحدة من وقت النقع لكل 25 مم من المقطع العرضي للكربون وسبائك الفولاذ في فرن يعمل بالغاز. بالنسبة للقطعة المعدنية بقطر 200 مم، فهذا يعني 8 ساعات على الأقل في درجة الحرارة قبل أن تصبح آمنة للتشكيل. يعمل التسخين الحثي على التخلص من معظم وقت الانتظار ولكنه يتطلب مطابقة دقيقة للطاقة والتردد مع قطر الكتلة.
لا يمكن تجنب تكوين القشور أثناء التسخين في أفران الهواء المفتوح. طبقة أكسيد رقيقة – عادة 0.5-2 ملم - تتشكل على السطح ويجب إزالتها عن طريق إزالة الترسبات الكلسية (طلقة نارية، أو نفاثات مائية، أو طبع القالب) قبل أو أثناء أول ضربة تزوير. يتسبب المقياس المحاصر تحت سطح القالب في حدوث عيوب في الحفر وتلف في القالب.
قياس درجة الحرارة
تاريخيًا، كان الحدادون ذوو الخبرة يحكمون على درجة الحرارة حسب اللون، حيث يقابل اللون الأصفر والأبيض الساطع ما يقرب من 1200 درجة مئوية إلى 1300 درجة مئوية، والبرتقالي الأصفر إلى 1000 درجة مئوية إلى 1100 درجة مئوية. في طرق الإنتاج الحديثة، توفر البيرومترات الضوئية وأجهزة استشعار الأشعة تحت الحمراء قراءات مستمرة لدرجة الحرارة دون تلامس بدقة ±5 درجة مئوية . تقوم المزدوجات الحرارية المدمجة في جدران الفرن بتتبع درجة الحرارة المحيطة، بينما تقيس البيرومترات الضوئية سطح الكتلة عند خروجها من الفرن. بالنسبة للمطروقات الفضائية أو الدفاعية الهامة، يتم تسجيل المسوحات الحرارية والاحتفاظ بها كجزء من سجل الجودة.
مقارنة طرق تزوير الفولاذ الرئيسية
إن تشكيل الفولاذ ليس عملية واحدة - فهو يشمل عدة طرق متميزة، كل منها يناسب الأشكال الهندسية المختلفة للأجزاء، وأحجام الإنتاج، ومتطلبات التسامح. يعد فهم الاختلافات أمرًا ضروريًا عند اختيار مورد أو تصميم مكون قابل للتنظيف.
تزوير القالب المفتوح (التسنن، السحب، الإزعاج)
في عملية التشكيل بالقالب المفتوح، يتم عمل الفولاذ بين قوالب مسطحة أو ذات أشكال بسيطة لا تحيط بقطعة العمل. يقوم المشغل بإعادة وضع قطعة الخام وتدويرها بين ضربات المطرقة لتشكيلها تدريجيًا. تُستخدم هذه الطريقة للأشكال الكبيرة والبسيطة - الأعمدة والأقراص والحلقات والكتل - ولتكسير السبائك لتحسين بنية الحبوب الخشنة المصبوبة.
أجزاء تزن في أي مكان من بضعة كيلوغرامات إلى أكثر من 300 طن يتم إنتاجها بهذه الطريقة. تقدر جمعية صناعة الحدادة أن المطروقات المفتوحة يمكن أن تصل إلى أقطار 3 أمتار أو أكثر للتطبيقات الصناعية الثقيلة مثل أعمدة التوربينات الكهرومائية ورؤوس أوعية ضغط المفاعلات النووية. تعتبر تفاوتات الأبعاد فضفاضة مقارنة بأعمال القالب المغلق - عادةً ±3-10 مم - لذلك يتم تضمين بدل تصنيع كبير.
تزوير القالب المغلق (قالب الظهور).
هذه هي الطريقة السائدة لتزوير الفولاذ للمكونات الدقيقة. تحتوي القوالب العلوية والسفلية على انطباعات صورة معكوسة لشكل الجزء المطلوب. عندما يتم ضرب أو ضغط قطعة الخام الساخنة، تتدفق المواد لملء التجويف ويتم ضغط المعدن الزائد للخارج على شكل وميض حول خط الفراق. يتم قطع الفلاش في عملية منفصلة.
تزوير القالب المغلق يحقق التسامح ±0.5-1.5 ملم بأبعاد حرجة ويمكنها إنتاج أجزاء ذات شكل شبكي تقريبًا تتطلب الحد الأدنى من المعالجة النهائية. يتم تصنيع قضبان توصيل السيارات والأعمدة المرفقية ومحاور العجلات ومكونات التعليق عالميًا تقريبًا بهذه الطريقة. خط تزوير قضبان توصيل السيارات النموذجي يعمل عند 300 قطعة في الساعة هو معيار قياسي للإنتاج بكميات كبيرة.
تتضمن العملية عادةً محطات قالب متعددة: الحواف (أو الحشو) لإعادة توزيع المواد، والحجب (الشكل الخشن)، والتشطيب (الهندسة النهائية)، والتشذيب. تضيف كل محطة تكلفة إلى الأدوات ولكنها تقلل من العمل المطلوب في كل مرحلة لاحقة وتحسن استخدام المواد.
لفة تزوير وعبر إسفين المتداول
يمرر الحدادة على شكل لفة قطعة خام ساخنة بين اللفات المشكلة لإطالة وإعادة توزيع المواد على طول الطول. غالبًا ما يتم استخدامه كخطوة تشكيل قبل التشكيل بالقالب المغلق - على سبيل المثال، تشكيل التشكيل المدبب الطويل لقضيب التوصيل قبل الانطباع النهائي. تستخدم التدحرج المتقاطع (CWR) قالبين دوارين مع نتوءات على شكل إسفين لتشكيل أجزاء متماثلة المحور مثل مسامير الوصلات الكروية، ومجلات المحور، وسيقان الصمامات بسرعات عالية جدًا - ما يصل إلى 600 قطعة في الدقيقة على الخطوط الأمثل.
تزوير متساوي الحرارة والقالب الساخن
في الطرق التقليدية، تكون القوالب أكثر برودة بكثير من قطعة العمل (عادةً 200-300 درجة مئوية مقابل 1100-1200 درجة مئوية للصلب). يؤدي هذا الفارق في درجة الحرارة إلى تبريد سطح المادة الخام عند ملامستها، مما يزيد من ضغط التدفق ويحد من مدى تعقيد الشكل الذي يمكن تحقيقه بضغطة ضغط واحدة. يعمل التشكيل متساوي الحرارة على تسخين القوالب إلى درجة حرارة قريبة من قطعة العمل، مما يقلل من التبريد ويسمح بإنتاج دقيق للغاية وشكل قريب من الشبكة لمكونات الفضاء الجوي المعقدة. إنه مكلف وبطيء - مخصص في المقام الأول لسبائك التيتانيوم وسبائك النيكل الفائقة - ولكن يتم تطبيق المبدأ أحيانًا على المطروقات الفولاذية المتخصصة للأجزاء الهيكلية الفضائية حيث يجب تقليل نسب شراء المواد للطيران.
تزوير الصلب على البارد
التشكيل على البارد يشكل الفولاذ في درجة حرارة الغرفة أو درجات حرارة مرتفعة قليلاً (أقل من عتبة إعادة البلورة تقريبًا 450 درجة مئوية للفولاذ الكربوني ). إن غياب التسخين يعني عدم وجود مقياس، وتشطيب سطحي ممتاز، وتفاوتات مشددة - عادة ما تكون المثبتات، والمسامير الكروية، والدبابيس الدقيقة مزورة على البارد. والمقايضة هي إجهاد التدفق العالي وتصلب العمل بشكل كبير؛ الأحمال الصحفية هي 3-5 مرات أعلى مقارنةً بالتزوير الساخن لنفس المادة، وغالبًا ما يكون التلدين الوسيط بين مراحل التشكيل مطلوبًا لاستعادة الليونة.
تصميم القالب لتزوير الفولاذ: الفلاش، والمسودة، والشرائح
يعد تصميم القالب أحد الجوانب الأكثر تطلبًا من الناحية الفنية في عملية الحدادة. يؤدي القالب ذو التصميم السيئ إلى حدوث عيوب، ويستهلك مواد زائدة، ويبلى بسرعة. تعتبر المعلمات التالية أساس أي تصميم لأداة الحدادة ذات القالب المغلق.
فلاش لاند وفلاش جاب
الفلاش هو الزعنفة الرفيعة من الفولاذ التي تتسرب بين نصفي القالب عند خط الفراق. بدلًا من أن تكون نفايات خالصة، تخلق الأرض الوميضة ضغطًا عكسيًا يدفع المواد إلى أضلاع رفيعة وتجويفات معقدة. عادة ما تكون فجوة الفلاش (سمك الأرض). 1-3% من الارتفاع المتوقع للجزء . تؤدي الفجوة الواسعة جدًا إلى هدر المواد؛ تؤدي الفجوة الضيقة جدًا إلى رفع أحمال القالب إلى مستويات خطيرة. وزن الفلاش على حسابات تزوير السيارات النموذجية 15-20% من وزن البليت ، والتي يتم قطعها وإعادة تدويرها.
زوايا المشروع
يجب أن تكون جميع الجدران الرأسية في المطروقة مدببة - مائلة بزاوية بالنسبة لاتجاه حركة القالب - بحيث يتحرر الجزء من القالب دون تمزق. زوايا السحب القياسية لتزوير الفولاذ هي 5-7° على الأسطح الخارجية و7-10° على الأسطح الداخلية . تعمل المناطق شديدة الانحدار على قفل الجزء ضد الطرد؛ يؤدي السحب غير الكافي إلى حدوث تهيج وتمزيق السطح. تسمح الآن برامج تصميم القوالب مثل Deform أو Simufact أو QForm للمهندسين بمحاكاة تدفق المعدن والتنبؤ بنقص الملء، واللفات، وتآكل القالب قبل قطع قطعة واحدة من فولاذ الأداة.
نصف قطر فيليه وزاوية
تخلق الزوايا الداخلية الحادة في تجويف القالب تركيزًا للضغط في مادة القالب وتنتج طيات (لفات) في الحدادة. الحد الأدنى لنصف قطر فيليه 3-6 ملم هو المعيار للمطروقات الفولاذية. في المناطق عالية الضغط مثل الوصلات الضلعية على الشفاه، أنصاف أقطار 8-12 ملم شائعة. يدفع المصممون في بعض الأحيان إلى أنصاف أقطار ضيقة لتقليل مخزون الآلات، ولكن الشرائح ذات الحجم الأصغر تتسبب دائمًا في فشل القالب المبكر - حيث ينخفض عمر القالب من 10000 قطعة إلى أقل من 3000 قطعة عندما ينخفض نصف قطر الزاوية إلى النصف أقل من الحد الأدنى الموصى به.
موقع خط الفراق
يجب وضع خط الفراق - حيث يلتقي نصفي القالب - للسماح بإزالة الجزء، وتقليل خطر عدم تطابق القالب، ووضع الفلاش في موضع يكون فيه التشذيب مباشرًا. بالنسبة للأجزاء المتناظرة، يكون خط الفراق المستقيم عبر أكبر مقطع عرضي هو المعيار القياسي. قد تتطلب الأجزاء غير المتماثلة أو تلك التي تحتوي على قطع سفلية خط فراق متدرج أو مركب، مما يزيد من تعقيد القالب والتكلفة.
معدات الحدادة: المطارق مقابل المكابس مقابل المزعجين
إن اختيار معدات الحدادة يشكل الأشكال الهندسية التي يمكن تحقيقها، ومدى سرعة تشغيل الإنتاج، وما هو استثمار رأس المال المطلوب. تتمتع كل الفئات الثلاث الأساسية - المطارق، والمكابس، والمزعجات - بخصائص تشغيل مميزة.
المطارق المسقطة (الجاذبية والطاقة المدعومة)
تعمل المطرقة على تشكيل الفولاذ عن طريق الاصطدام، حيث يسقط المكبس ويتباطأ بسرعة على قطعة العمل، مما يوفر الطاقة كضربة متهورة. يتم تصنيف مطارق الجاذبية حسب وزن الكبش (على سبيل المثال، 1 طن إلى 25 طن ); تعمل المطارق المدعومة بالطاقة (البخارية أو الهوائية أو الهيدروليكية) على توسيع نطاق الطاقة بشكل كبير. معدل التأثير والسرعة مرتفعان، مما يعزز إعادة التبلور الديناميكي في الفولاذ وينتج مطروقات دقيقة الحبيبات. تتفوق المطارق في الأشكال المعقدة ذات الأضلاع العميقة ولكنها تولد اهتزازات وضوضاء كبيرة. معدلات التمسيد الخاصة بهم 60-120 ضربة في الدقيقة السماح بتسلسل ضربات متعددة سريع على حرارة واحدة.
مكابس الحدادة الميكانيكية والهيدروليكية
تطبق المكابس القوة بمعدل أبطأ ومتحكم فيه - الضغط بدلاً من التأثير. تتراوح مكابس الكرنك الميكانيكية من 500 طن إلى 12000 طن وتعمل في مواضع السكتة الدماغية الثابتة، مما يجعلها قابلة للتكرار بدرجة كبيرة ومناسبة لخطوط النقل الآلية. يمكن أن تصل المكابس الهيدروليكية 50.000 طن أو أكثر للمطروقات الهيكلية الفضائية الكبيرة والسماح بتنوع سرعة الكبش والسكتة الدماغية - وهي مفيدة لتشكيل السبائك الحساسة لدرجة الحرارة أو للتشكيل متعدد الخطوات في مجموعة قوالب واحدة.
تُظهِر المطروقات الصحفية عادةً تناسقًا أفضل للأبعاد من المطروقات المطروقة لأن موضع الكبش عند المركز الميت السفلي ثابت. يسمح معدل التشوه الأبطأ أيضًا بتبديد الحرارة من السطح، وهو ما يمكن أن يكون إما ميزة (حبيبات سطحية أدق) أو عيبًا (انخفاض الليونة الساخنة في الجلد) اعتمادًا على السبيكة.
آلات تزوير مضطربة (مزعجة)
يمسك المخلوط بنهاية الشريط ويطبق قوة أفقية لضغطه وتوسيعه - تؤدي عملية الخلط إلى زيادة المقطع العرضي مع تقليل الطول. هذه هي الطريقة التي يتم بها تشكيل رؤوس البراغي والتجهيزات ذات الحواف وسيقان الصمامات. تنطبق المزعجون 400-4000 طن من قوة التثبيت والتزوير في المستوى الأفقي وتعمل بمعدلات إنتاج عالية مع الحد الأدنى من تدخل المشغل. يعد استخدام المواد ممتازًا لأنه يتم إنشاء فلاش قليل أو معدوم.
المعالجة الحرارية بعد الصياغة: التطبيع والتبريد والتلطيف
يتم تحديد خصائص تزوير الفولاذ جزئيًا فقط من خلال عملية الحدادة نفسها. تتحكم المعالجة الحرارية بعد التشكيل في البنية المجهرية النهائية والخواص الميكانيكية، مما يحدث غالبًا فرقًا بين الجزء الذي يلبي المواصفات والجزء الذي يفشل في الخدمة.
التطبيع
تطبيع مع ارتفاع درجات الحرارة تزوير ل 50-60 درجة مئوية فوق درجة الحرارة الحرجة العليا (Ac3) - عادة 870-950 درجة مئوية للفولاذ متوسط الكربون - ثم يتم تبريده في الهواء الساكن. يعمل هذا على تحسين وتجانس بنية الحبوب التي تعطلت بسبب التشوه غير المتساوي، ويخفف الضغوط الداخلية، وينتج بنية مجهرية أساسية متسقة للتصنيع اللاحق أو المعالجة الحرارية. عادةً ما يحقق الفولاذ 1045 الطبيعي قوة شد تبلغ 580-640 ميجا باسكال — كافية للعديد من التطبيقات الهيكلية دون مزيد من المعالجة.
الصلب
يتضمن التلدين الكامل الأوستنيت (التسخين فوق Ac3) يليه تبريد الفرن البطيء جدًا - غالبًا بمعدلات متحكم فيها 10-25 درجة مئوية في الساعة . والنتيجة هي حالة الفولاذ الأكثر نعومة والأكثر قابلية للتشكيل. عادةً ما يتم تلدين المطروقات عالية الكربون وفولاذ الأدوات قبل الانتهاء من التشغيل الآلي، ثم يتم إعادة تصلبها وتلطيفها حتى تصل إلى الصلابة النهائية. عملية التلدين (دون الحرجة)، التي تتم أسفل Ac1 مباشرة، تعمل على تليين المطروقات المعالجة على البارد دون تحويل كامل.
الإخماد والمزاج (سؤال وجواب)
هذه هي المعالجة الحرارية الأكثر تطلبًا والأكثر شيوعًا للمكونات الفولاذية المطروقة عالية القوة. يتم تزوير الأوستنيتي (عادة 840-870 درجة مئوية لـ 4140)، ثم يتم إخماده بسرعة في محلول الزيت أو الماء أو البوليمر لتحويل الأوستينيت إلى مارتنسيت - وهي مرحلة صلبة وهشة. يتم بعد ذلك تخفيف الجزء المروي عن طريق إعادة التسخين 200-650 درجة مئوية ; كلما ارتفعت درجة حرارة التقسية، تم استعادة المزيد من الليونة على حساب الصلابة وقوة الشد.
يتم تحقيق الحدادة 4140 المسقية بالزيت والمخففة عند 315 درجة مئوية تقريبًا قوة الشد 1,550 ميجا باسكال / الإنتاجية 1,380 ميجا باسكال / الاستطالة 11% . عند درجة حرارة 595 درجة مئوية، يتم إنتاج نفس المادة تقريبًا قوة الشد 980 ميجا باسكال / الإنتاجية 830 ميجا باسكال / الاستطالة 20% . يجب أن تتوافق المفاضلة بين القوة والليونة مع متطلبات التعب والتأثير والحمل الثابت للتطبيق.
التبريد المتحكم فيه (الفولاذ المصبوب والمبرد)
يمكن للفولاذ المصنوع من سبائك دقيقة والذي يحتوي على الفاناديوم أو النيوبيوم أو التيتانيوم (درجات V-Nb-Ti) أن يحقق خواص ميكانيكية مماثلة لفولاذ Q&T من خلال التحكم في معدل التبريد مباشرة بعد التشكيل - مما يؤدي إلى التخلص من دورة فرن التبريد والتلطيف المنفصلة. هذا "التبريد المباشر" أو "المعالجة الميكانيكية الحرارية الخاضعة للرقابة" يقلل من استهلاك الطاقة ووقت الدورة بنسبة 100% 30-40% مقارنةً بـ Q&T التقليدية، وهي الآن قياسية لقضبان توصيل السيارات ومفاصل التوجيه في الإنتاج بكميات كبيرة.
عيوب تزوير الفولاذ الشائعة وكيفية حدوثها
تنقسم عيوب الحدادة إلى فئتين عريضتين: تلك التي تنشأ في المادة الواردة وتلك التي تنشأ أثناء عملية الحدادة نفسها. إن معرفة السبب الجذري لكل نوع من أنواع العيوب هي الطريقة الوحيدة الموثوقة لمنع تكرارها.
لفات وإغلاق الباردة
تتشكل اللفة عندما يتم ضغط المعدن المطوي على سطح القالب دون لحام - تتلامس الأسطح ولكنها لا تترابط لأنها تتأكسد. عند الفحص، تظهر اللفة على شكل صدع خطي محكم، غالبًا عند 45 درجة على السطح . تتشابه الإغلاقات الباردة ولكنها تنشأ من اجتماع تيارين معدنيين عند درجة حرارة غير كافية للاندماج. يؤدي كلا العيبين إلى جعل عملية الحدادة غير مطابقة وعادةً ما يتم التخلص منها ما لم تكن ضحلة جدًا بحيث يمكن إزالتها ضمن حدود المعالجة الآلية. الأسباب الجذرية: شكل التشكيل غير الصحيح، درجة حرارة الحدادة غير الكافية، تقييد الوميض المفرط الذي يمنع تدفق المواد.
Underfill و Die Missrun
يحدث الملء السفلي عندما لا يتم ملء تجويف القالب بالكامل — عادةً في أضلاع رفيعة أو جيوب عميقة أو زوايا حادة. يحدث ذلك بسبب عدم كفاية حجم قطعة الخام، أو وضع قطعة معدنية خارج المركز، أو عدم كفاية طاقة الحدادة، أو قطعة معدنية باردة فقدت درجة حرارتها قبل الشوط النهائي. يؤدي نقص الملء في المقاطع العرضية الحرجة إلى تقليل مساحة حمل الحمولة ويجب رفضه.
الفراغات الداخلية والأنابيب
يجب التخلص من مسامية الانكماش والأنابيب (التجويف المركزي في السبيكة المصبوبة) أثناء مراحل الانهيار. إذا كانت نسبة تخفيض الحدادة غير كافية — عادةً بحد أدنى 4:1 تقليل المساحة تم تحديده للمطروقات من الدرجة الفضائية - يمكن أن تستمر المسامية أو الأنابيب المتبقية في الجزء النهائي. اختبار الموجات فوق الصوتية (UT) في 5 ميجا هرتز هي الطريقة القياسية للكشف عن الفراغات الداخلية في المطروقات النهائية.
شذوذ تدفق الحبوب
يعد تدفق الحبوب الاتجاهي (بنية الألياف) الذي تم تطويره أثناء الحدادة أحد المزايا الأساسية مقارنة بالأجزاء المصبوبة أو الآلية. إذا كانت عملية الحدادة مصممة بشكل سيء، فيمكن قطع تدفق الحبوب عن طريق التشغيل الآلي، أو تعطيله بسبب تدفق المواد غير المناسب، أو توجيهه بشكل عمودي على اتجاه الحمل الأساسي. وهذا يقلل بشكل كبير من عمر التعب - يمكن أن تكون قوة التعب عرضية لاتجاه الألياف أقل بنسبة 30-50% مما كانت عليه في الاتجاه الطولي. تكشف اختبارات Macroetch على المطروقات ذات المقطع العرضي عن نمط تدفق الحبوب وغالبًا ما تكون مطلوبة في قطع فحص المادة الأولى.
ارتفاع درجة الحرارة والحرق
يؤدي ارتفاع درجة الحرارة (أعلى من درجة حرارة الحدادة الموصى بها ولكن أقل من الانصهار) إلى نمو الحبوب بشكل مبالغ فيه مما يقلل من خصائص المتانة والتعب. قد يكون الجزء قابلاً للإصلاح من خلال معالجة طبيعية إذا لم يحدث أي حرق. الحرق — ذوبان جزئي للأغشية الحدودية للحبوب ذات المراحل ذات نقطة الانصهار المنخفضة (الكبريتيدات والفوسفيدات) — لا رجعة فيه. يجب إلغاء الحدادة المحروقة بغض النظر عن مظهرها البعدي. ولهذا السبب يعد التحكم في البيرومتر ومعايرة الفرن أمرًا إلزاميًا في عمليات الحدادة المعتمدة.
معايير الفحص والجودة للأجزاء الفولاذية المطروقة
تخضع المطروقات الفولاذية المخصصة للتطبيقات الحرجة لنظام فحص شامل يغطي الجودة الأبعاد والسطحية والداخلية. تختلف المعايير المطبقة حسب الصناعة ولكنها تشترك في طرق مشتركة.
- فحص الأبعاد : CMM (آلة قياس الإحداثيات) أو القياس اليدوي مقابل رسم الحدادة. عادةً ما يتم قياس فحص المادة الأولى (FAI). 100% من الأبعاد الحرجة ; عينات فحص الإنتاج وفقًا لخطة AQL (على سبيل المثال، AQL 1.0 للميزات المهمة).
- فحص الجسيمات المغناطيسية (MPI) : يكتشف الشقوق السطحية والقريبة من السطح في الفولاذ المغناطيسي. معيار مطروقات السيارات والنفط والغاز والفضاء وفقًا لمعيار ASTM E1444 / EN ISO 9934.
- اختبار اختراق السائل (LPT) : يستخدم للفولاذ غير المغناطيسي (الفولاذ المقاوم للصدأ الأوستنيتي) أو عندما يكون MPI غير عملي. يكتشف عيوب كسر السطح فقط.
- اختبار الموجات فوق الصوتية (UT) : يكتشف الفراغات الداخلية والشوائب والشقوق في العمق. عادة ما تكون المطروقات الفضائية مطلوبة للوفاء AMS 2630 (الفئة أ أو ب) متطلبات النظافة بالموجات فوق الصوتية.
- الاختبارات الميكانيكية : يتم قطع عينات الشد والصلابة والتأثير الشاربي والتعب من امتدادات الاختبار المتكاملة أو قطع الاختبار المزورة بشكل منفصل. يجب أن تستوفي النتائج الحد الأدنى من القيم وفقًا لمواصفات المواد المعمول بها (على سبيل المثال، AMS 6349 للمطروقات الفولاذية 4340).
- فحص Macroetch والبنية المجهرية : تم حفر المقاطع العرضية للكشف عن تدفق الحبوب وفحصها ميتالوغرافيًا لحجم الحبوب (حسب ASTM E112)، وعمق إزالة الكربنة، وغياب الفواصل، أو اللحامات، أو الشوائب.
بالنسبة لتطبيقات الفضاء الجوي، يجب بالإضافة إلى ذلك أن تكون المطروقات قابلة للتتبع إلى حرارة سبيكة معينة من خلال توثيق الدفعة - يتم توثيق السلسلة بأكملها بدءًا من ذوبان الفولاذ الخام وحتى الجزء النهائي والاحتفاظ بها طوال عمر هيكل الطائرة، غالبًا 30 سنة .
كيف يقارن الفولاذ المطروق بالفولاذ المصبوب والفولاذ المُشكَّل
السؤال الذي يطرح نفسه في كل مراجعة للتصميم تقريبًا: لماذا ندفع تكلفة الأدوات وتعقيد عملية التزوير عندما يمكن أن ينتج الصب أو التصنيع من مخزون القضبان نفس الشكل الخارجي؟ تكمن الإجابة في البنية المجهرية الداخلية والأداء تحت التحميل الدوري والتأثير.
| الملكية | الصلب مزورة | يلقي الصلب | تشكيله من شريط |
|---|---|---|---|
| هيكل الحبوب | تدفق الألياف المكرر والموجه | التشعبات الخشنة والعشوائية | شريط الحبوب المدرفلة - مقطوع بالتشغيل الآلي |
| المسامية | لا شيء في الأساس | الفراغات الانكماشية المحتملة | لا شيء (في شريط المطاوع) |
| قوة التعب | عالية (100%) | 60-80% مزورة | 70-90% مزورة (قطع الحبوب) |
| صلابة التأثير | ممتاز | أقل (فصل الزهر) | جيد (يعتمد على التوجه) |
| تكلفة الأدوات | عالية (5000 - 200000 دولار) | معتدل (2000 دولار - 50000 دولار) | منخفض (بدون أدوات) |
| الاستفادة من المواد | جيد (شكل قريب من الشبكة) | جيد (شكل قريب من الشبكة) | ضعيف (إهدار كبير للرقائق) |
| الأنسب ل | أجزاء عالية الضغط وعالية الدورة | الهندسة المعقدة، والإجهاد المنخفض المتوسط | حجم منخفض، شكل معقد |
تعتبر ميزة التعب للفولاذ المطروق هي أهم عامل تمييز تجاريًا. في تطبيقات مثل قضبان توصيل السيارات، حيث 10⁸ دورات تحميل على مدار عمر المكونات، تعتبر إجراءات روتينية، فإن تدفق الحبوب الموجه للتزوير ليس فائدة نظرية - إنه هامش أداء مُقاس وموثق لا يمكن أن يتطابق معه الصب عند نفس الوزن وحجم القسم.
الصناعات الرئيسية التي تعتمد على تزوير الفولاذ
لا يقتصر تزوير الفولاذ على قطاع واحد. إن الجمع بين القوة العالية والسلامة الداخلية الموثوقة ومرونة التصميم يجعل المكونات الفولاذية المطروقة هي الاختيار الافتراضي حيثما يكون لفشل المكونات عواقب خطيرة على السلامة أو الاقتصاد.
- السيارات : أعمدة الكرنك، قضبان التوصيل، أعمدة الكامات، مفاصل التوجيه، أذرع التحكم، مبيتات وصلات السيرة الذاتية، مراكز العجلات. تم تقييم سوق تزوير فولاذ السيارات العالمي بأكثر من 20 مليار دولار في السنوات الأخيرة، مع سيارة ركاب واحدة متوسطة الحجم تحتوي على 40-60 كجم من مكونات الصلب مزورة.
- النفط والغاز : الشفاه، والصمامات، والمحملات، ومكونات رؤوس البئر، وأطواق الحفر، وتجهيزات شجرة عيد الميلاد. يجب أن تفي المطروقات المخصصة للخدمة الحامضة (بيئات H₂S) بحدود الصلابة NACE MR0175 / ISO 15156 لمنع التشقق الناتج عن إجهاد الكبريتيد.
- الفضاء الجوي : تجهيزات ملحقة بالجناح، ومكونات معدات الهبوط، والحواجز، وحوامل المحرك. أدت نسبة الشراء إلى الطيران للمطروقات الفضائية - وزن الخام مقسومًا على وزن الجزء النهائي - إلى دفع الاستثمار في المطروقات ذات الشكل القريب من الشبكة لتقليل نفايات التيتانيوم وسبائك النيكل، لكن المطروقات الفولاذية تظل بالغة الأهمية لعناصر هيكل الطائرة الهيكلية.
- توليد الطاقة : دوارات التوربينات، وأعمدة المولدات، ورؤوس أوعية الضغط، وتجهيزات الغلايات. يمكن أن تزن الدوارات المطروقة ذات القالب المفتوح للتوربينات الكبيرة 200 طن ويستغرق إكمال أشهر من التزوير التدريجي والمعالجة الحرارية.
- معدات البناء والتعدين : فراغات التروس، والعجلات المسننة، وأغطية المحاور، ودبابيس الدلو، ووصلات الجنزير. تتمتع مقاومة التآكل ومتانة التأثير بالأولوية على دقة الأبعاد في هذه التطبيقات.
- الدفاع : براميل البندقية، وأجسام المقذوفات، ووصلات الصفائح المدرعة، ومكونات مجموعة قيادة المركبات. تتطلب المطروقات ذات المواصفات العسكرية إمكانية تتبع المواد المعتمدة واختبار الشهود من قبل مفتشين حكوميين.
اعتبارات عملية عند تحديد مصادر المطروقات الفولاذية
إذا كنت مشتريًا أو مهندس تصميم وتستورد الأجزاء الفولاذية المطروقة بدلاً من تشغيل المسبوكة بنفسك، فإن العوامل التالية تحدد ما إذا كان المورد يمكنه تلبية متطلباتك بشكل موثوق.
اضغط على القدرة وصياغة القدرة على الوزن
يتمتع كل متجر للحدادة بحد أقصى من حمولة الضغط أو طاقة المطرقة التي تحدد الحد الأعلى لأحجام الأجزاء وضغوط تدفق المواد التي يمكنه التعامل معها. قم بتأكيد أكبر حجم للضغط لدى المورد مقابل حمل الحدادة المتوقع للجزء الخاص بك - يمكن لبرنامج المحاكاة (Deform، QForm) تقدير الحمولة المطلوبة في غضون ±15% الدقة. منزل حداد يعمل بالأسفل 60% من قدرتها المقدرة في عملك يتمتع بحماية أفضل للموت واحتياطي طاقة أكبر من الذي يعمل عند الحد الأقصى.
القدرة على المعالجة الحرارية والاختبار داخليًا مقابل الاستعانة بمصادر خارجية
تستعين العديد من المصوغات الصغيرة بمصادر خارجية للمعالجة الحرارية والاختبارات غير المدمرة. هذه ليست مشكلة تلقائيًا، ولكنها تضيف مهلة زمنية ورابطًا آخر لسلسلة الجودة. بالنسبة للتطبيقات المهمة، تأكد من أن المقاول من الباطن للمعالجة الحرارية معتمد من NADCAP (في مجال الطيران) أو حاصل على مؤهل معادل، وأن تجربة الاقتراب من الموت يتم إجراؤها بواسطة فنيين معتمدين من المستوى الثاني أو المستوى الثالث وفقًا لمعايير ASNT SNT-TC-1A أو EN ISO 9712.
حقائق المهلة الزمنية
عادة ما يستغرق تصميم وتصنيع القالب الجديد 6-16 أسابيع اعتمادًا على مدى تعقيد القالب، وسعة غرفة القالب في متجر الحدادة، وما إذا كان يتم استخدام الاختبار القائم على المحاكاة. يضيف إنتاج المادة الأولى والتفتيش شيئًا آخر 4-8 أسابيع للمطروقات المعتمدة. ميزانية أقل من إجمالي 20 أسبوعًا من إصدار الرسم إلى الأجزاء المطابقة الأولى متفائل بشأن برنامج جديد لتزوير الفولاذ بالقالب المغلق. يمكن تسليم الطلبات المعادة من القوالب الموجودة في أقل من 4-8 أسابيع اعتمادًا على جدولة الفرن وطوابير المعالجة بعد التشكيل.
الحد الأدنى لكميات الطلب وإطفاء الأدوات
أدوات القالب المغلق لتكاليف مكونات السيارات النموذجية 20.000 دولار - 80.000 دولار . وفي الكميات المنخفضة، تهيمن هذه التكلفة على سعر الوحدة. تحليل التعادل الشائع: إذا كانت قيمة الأدوات 40,000 دولار أمريكي وكمية التشغيل 500 قطعة، فإن الأدوات تضيف 80 دولارًا أمريكيًا للقطعة الواحدة - وغالبًا ما يكون ذلك مقبولًا. عند 5000 قطعة، يضيف 8 دولارات للقطعة الواحدة. عند إنتاج 50.000 قطعة سنويًا (كما هو الحال في سلسلة إنتاج السيارات)، تكون تكلفة الأدوات غير ذات صلة بشكل أساسي بتكلفة معالجة القطعة الواحدة. ناقش ملكية الأدوات وضمان الحياة (عادة 50.000 – 200.000 قطعة لـ H13 يموت في تزوير الفولاذ) قبل الالتزام باتفاقية توريد طويلة الأجل.